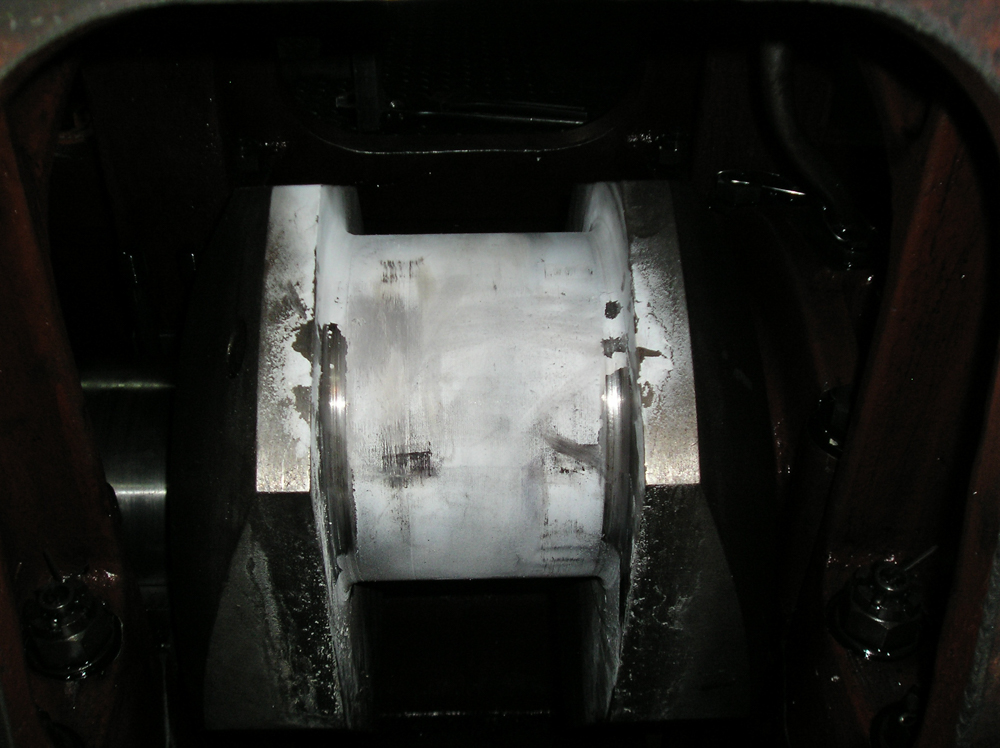
Heat Affected Crankpins Journal Diameters
You may or may not require the annealing process, however, it has been developed at the request of many customers. The aim is to reduce the hardness of damaged or heat affected crankpins journal diameters. The application is limited to one-piece forged crankshafts made of tempered steel that has not been surface hardened by induction hardening or nitriding.
Before heat treatment is undertaken the material specification, ideally, including the tempering process, must be known so as to ensure the annealing temperature used does not exceed that of the original tempering. After annealing the surface hardness of the annealed area must be within the range given by the original engine manufacturer.
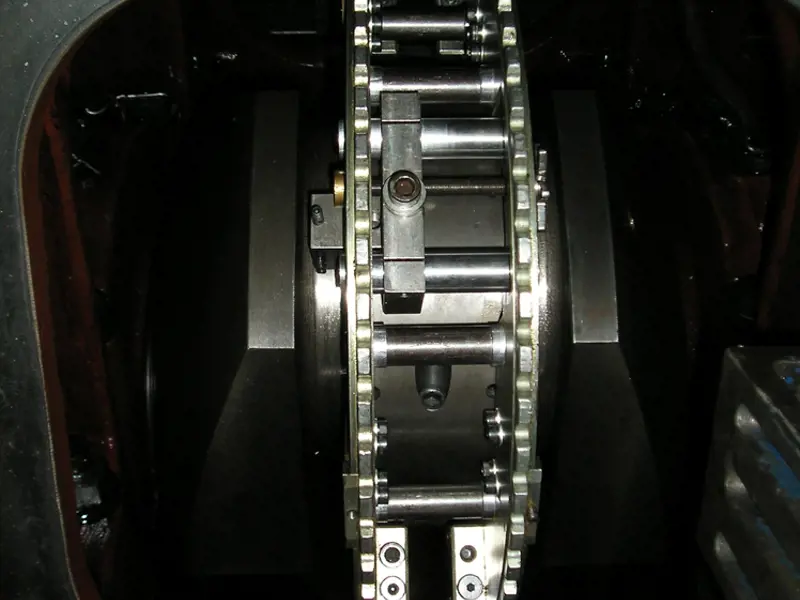
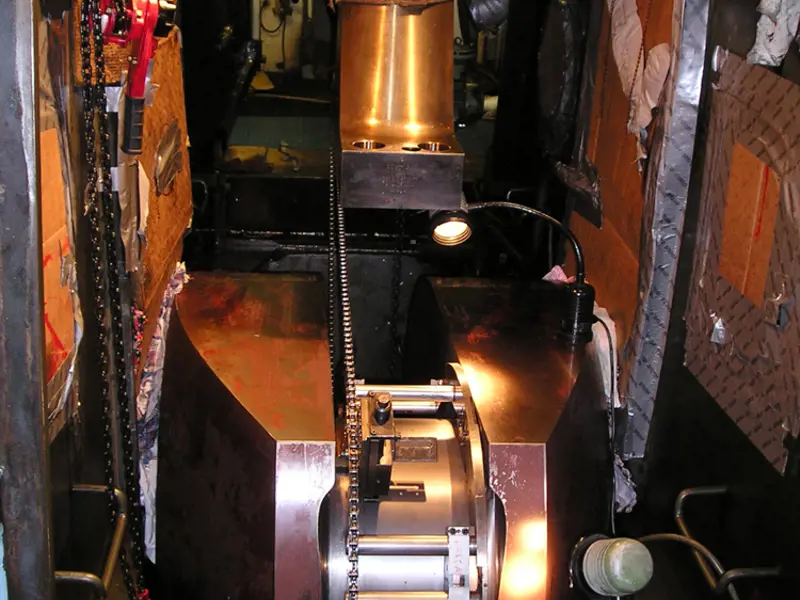
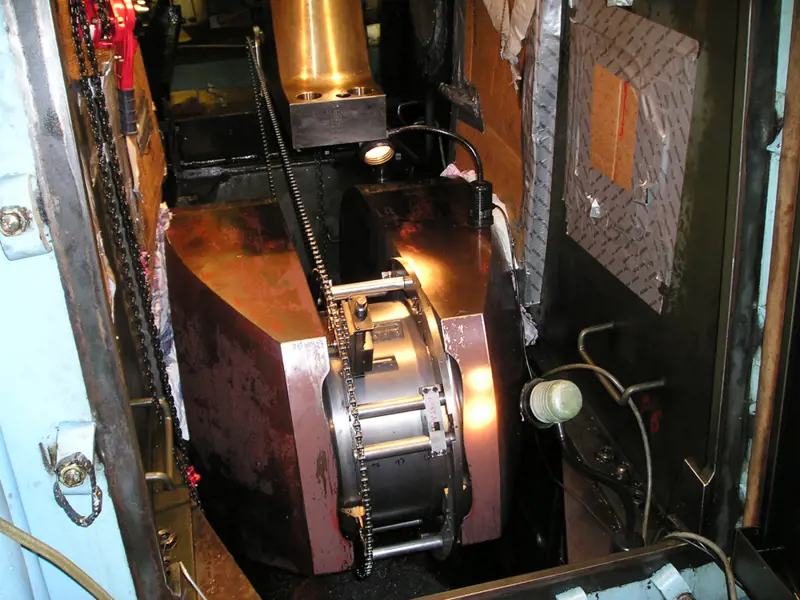
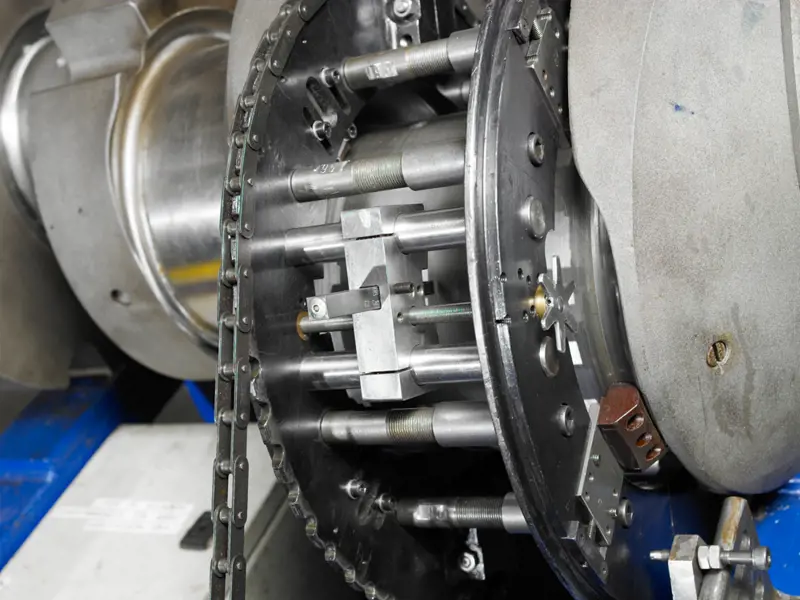
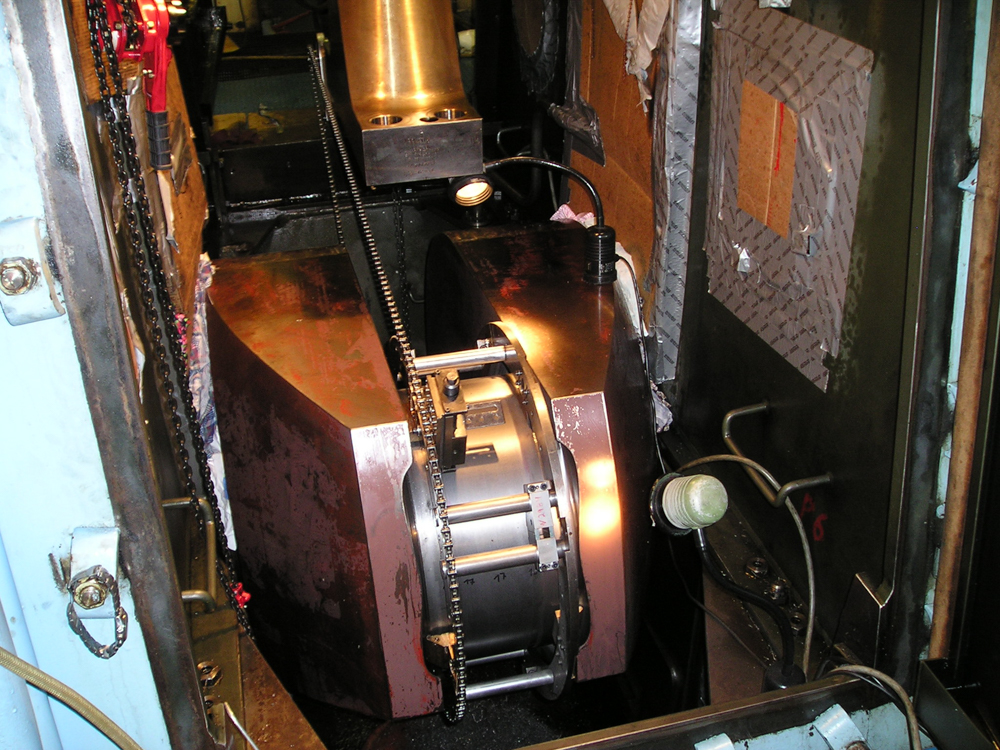
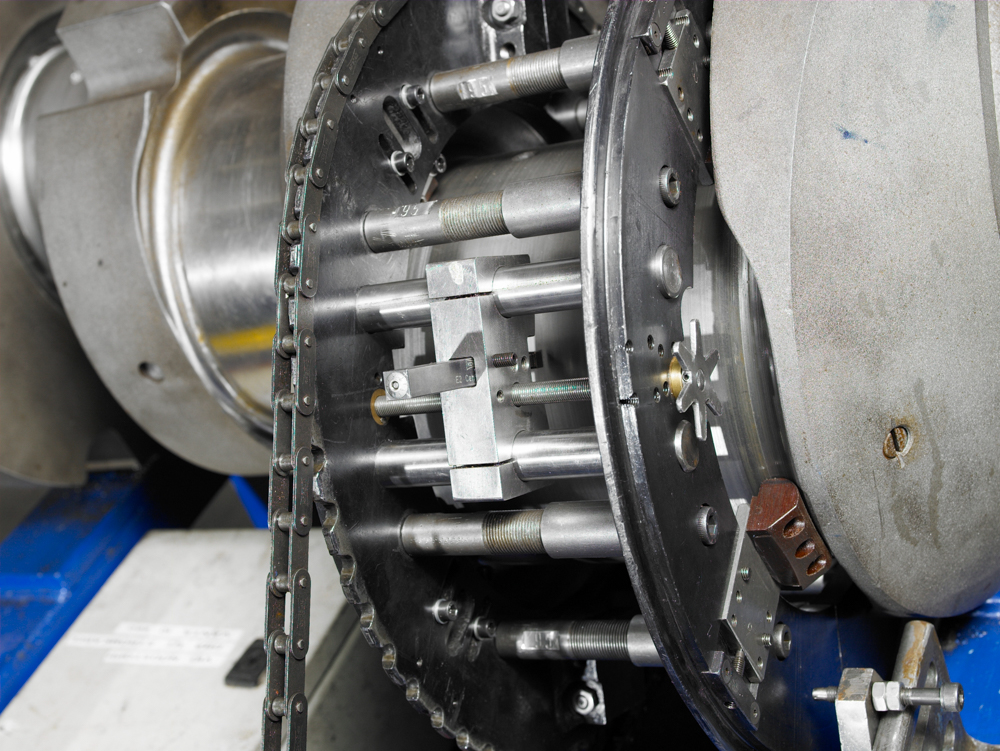
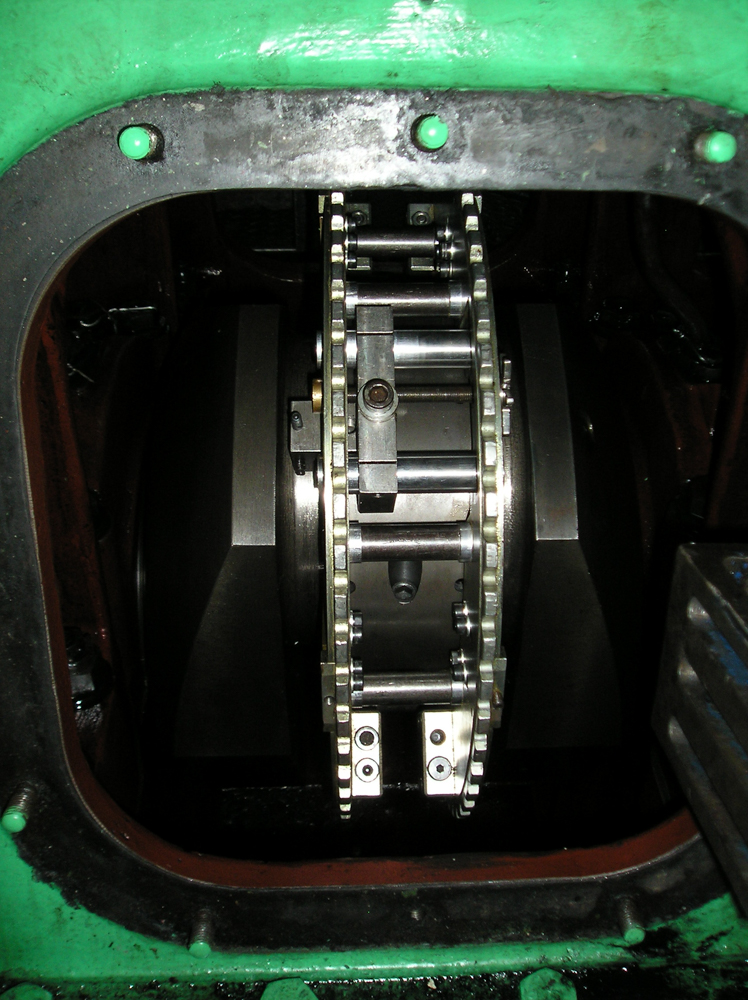
Machining of crankpins
All crankshaft re-machining is in accordance with our Metalock Engineering process description ‘Machining of crankpins’ and is to result in satisfactory surface finish within the original engine manufacturer tolerances. Final inspection includes magnetic particle inspection, surface hardness, dimension, run-out, surface finish and crank web deflection.
All readings reported and recorded for our customers quality records.