
A Lafarge dunbari üzemében lévő nyersmalom 5,2 méter átmérőjű alapasztalának megmunkálási feladatával szembesülve a Metalock Engineering egy speciális megmunkáló berendezést tervezett a kopott főfelület helyreállítására. Ez az egyetlen cementgyár Skóciában, és 35 millió fontot fektettek be a gyárba, aminek eredményeként a termelés évi egymillió tonnára emelkedett.
 In-situ megmunkálás új életet ad a cement kirakodónak
In-situ megmunkálás új életet ad a cement kirakodónak
 Kemencék leállítása - Cement Australia
Kemencék leállítása - Cement Australia
 Forgókemencék támasztógörgő csapszegeinek esztergálása és köszörülése
Forgókemencék támasztógörgő csapszegeinek esztergálása és köszörülése
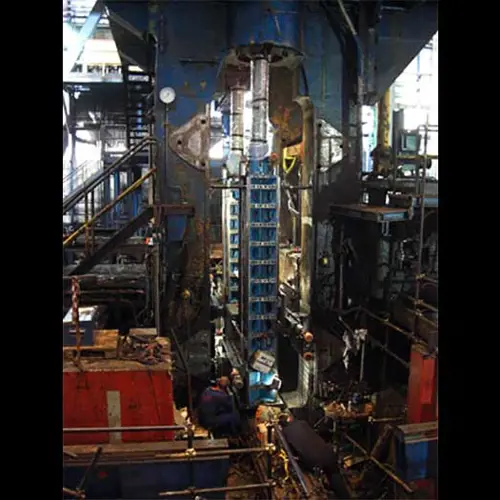 Mind a 4 hengerház ablakának egyidejű marása 2 marógéppel
Mind a 4 hengerház ablakának egyidejű marása 2 marógéppel
 Hengerház ablakának marása mobil CNC vezérlésű gépünkkel
Hengerház ablakának marása mobil CNC vezérlésű gépünkkel
 Marási munka hengerházon
Marási munka hengerházon
 Fogaskerék javítása egy cementgyárban, 8000 mm átmérővel
Fogaskerék javítása egy cementgyárban, 8000 mm átmérővel
 A csavarok újrafúrása egy kanalas kotrógépen
A csavarok újrafúrása egy kanalas kotrógépen
 Borsig kompresszor keresztfejvezetőjének javítása
Borsig kompresszor keresztfejvezetőjének javítása
 Rugby Cement - Golyósmalom hajtótengelyének felújítása
Rugby Cement - Golyósmalom hajtótengelyének felújítása
Kapcsolatfelvétel
Hogyan segíthetünk Önnek? Állandó elérhetőségű globális vészhelyzeti támogatást kínálunk. Kérjük, válasszon az alábbi lehetőségek közül, hogy kapcsolatba léphessen velünk.
Kérdés küldése Irodák Gyors elérhetőségek Álláslehetőségek



