メタルステッチングやメタロッキングは、溶接をせずに鋳造金属の亀裂を補修する簡単で効果的な方法です。
鋳鉄、鋳鋼またはアルミニウム製の亀裂または破損したすべてのコンポーネントの冷修 破損は通常、過負荷、事故、装置の誤用または鋳造時の欠陥が原因で発生します。
Metalockエンジニアリングは、「Metalock」および「Masterlock」プロセスを使用したメタルステッチングによる指定コンポーネントの修理に関して、長年にわたりロイド船級協会の認証を受けています。
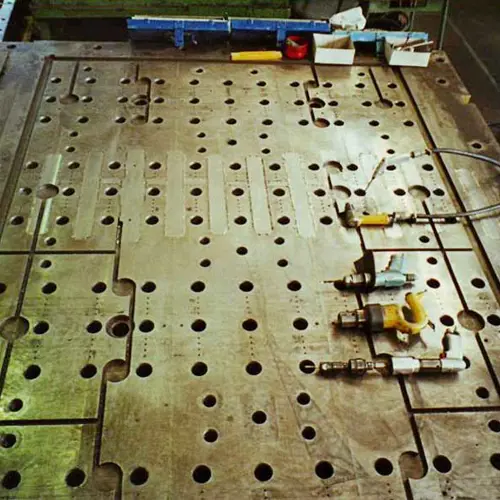
次のMetalock修理システム(メタロッキング)の図は、平面への基本的な修理を示しています。さらに複雑な破壊および鋳物への損傷を修理するには、Metalockエンジニアの技術と専門知識を結集してコンポーネントの形状、動作、および使用環境のすべての問題を解決する必要があります。
そして多くの場合、これらすべての作業は、ダウンタイムを最小限に抑えるために、24時間年中無休で実行する必要があります。
当社では、この実績ある独自の修理システムにより、多くの機器を補修してきましたが、対象となるプラントや機械設備などの用途は多岐にわたります。その範囲は、船舶用エンジンや動力プレスから石油化学精製所、さらには歴史的建造物にまで及びます。
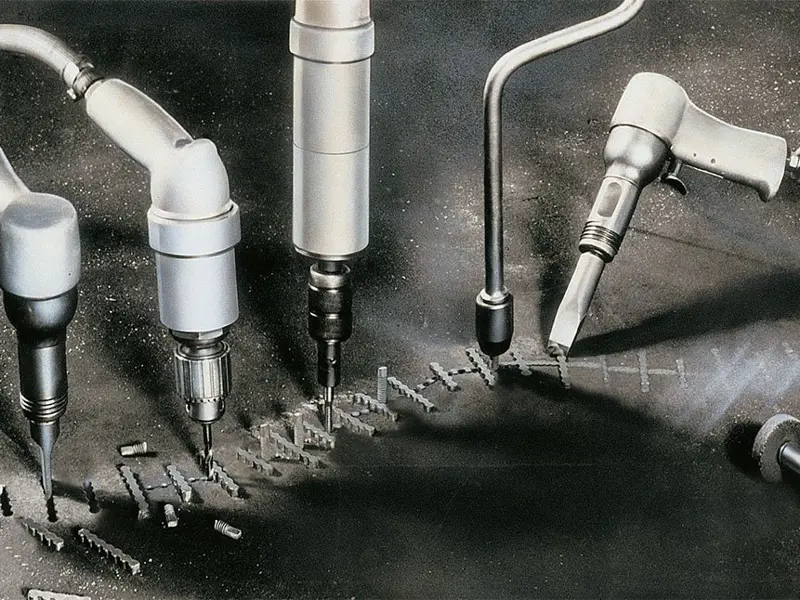
70以上前に、Metalockエンジニアリンググループは、このシンプルでしかも独創的な修理手順に使用する専用工具や治具、固定具および材料を開発しました。、これらのツールにより、あらゆるタイプの機械の冷修や歴史的建造物の復元が可能になっています。
Metalockエンジニアリンググループは、鋳鉄のステッチング手法を使用して鋳鉄の冷修プロジェクトを実施・成功させてきた優れた実績を誇ります。
多くの問題点をもつ溶接と比較した場合、亀裂が生じたコンポーネントの修理ソリューションとして、このメタルステッチング技法を使用することが推奨されています。
Metalockメタルステッチングの利点には、以下が含まれます。
所在地:ハンブルク、ドイツ
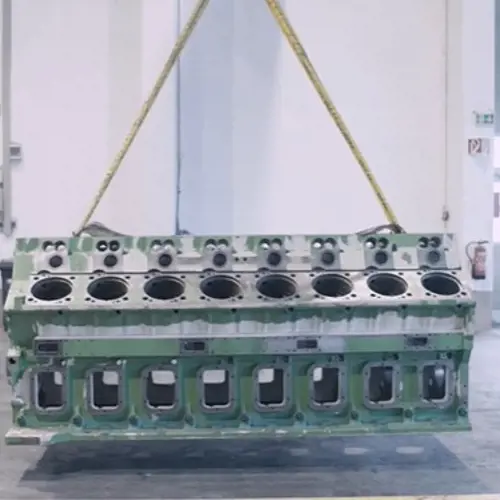
使命:発電所エンジン
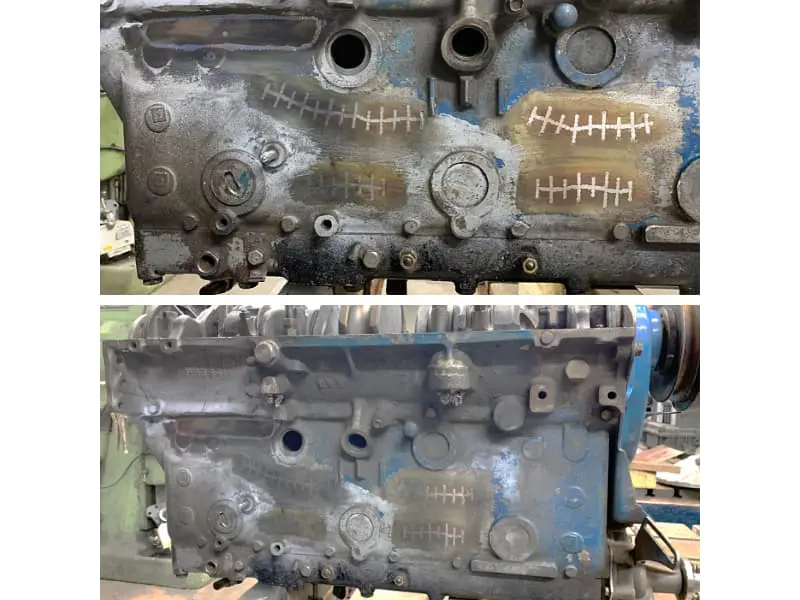
課題:エンジンブロックの漏れが重大で高コストな結果を引き起こす前に、エンジンブロック内のクランクを停止する。
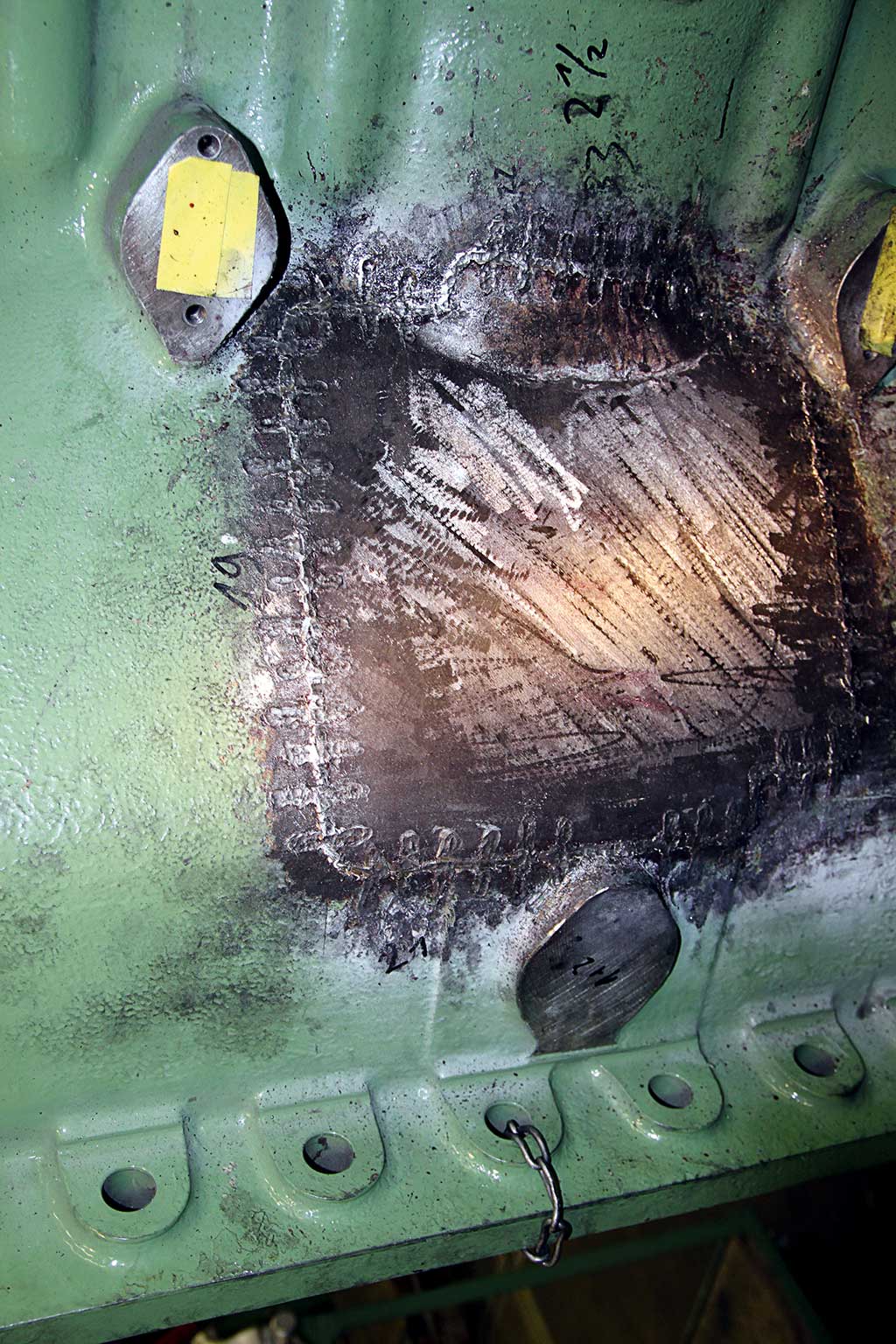
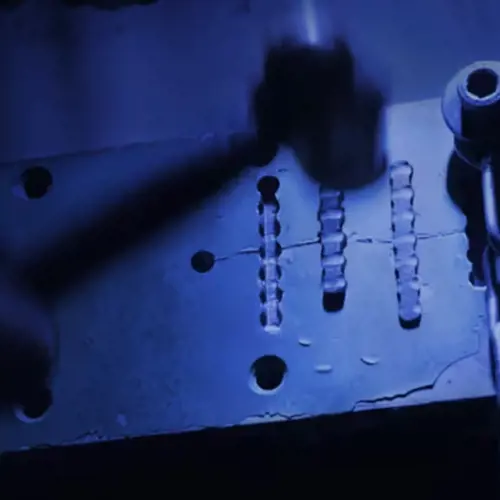
ソリューション:あらかじめ指定された距離にクランクに対して90°の角度でキー用のポケットを作ります。特殊素材でできたキーをポケットに挿入し、互いに噛み合う形にかしめます。
裂け目に沿ってドリルでネジ穴をあけ、縦方向にネジボルトで締め付けます。当社独自のMetalock/Masterlock手順に従って、すべての手順を実行します。
結果:耐圧性の高い結合が得られるため、エンジンブロックを完全に稼動可能な状態に復元でき、エンジン寿命を大幅に延長します。
連絡を取る
当社が提供するサービスをご紹介します。世界規模のサービスにより24時間年中無休で緊急事態に対応します。お問い合わせ方法は以下から選択してください。