
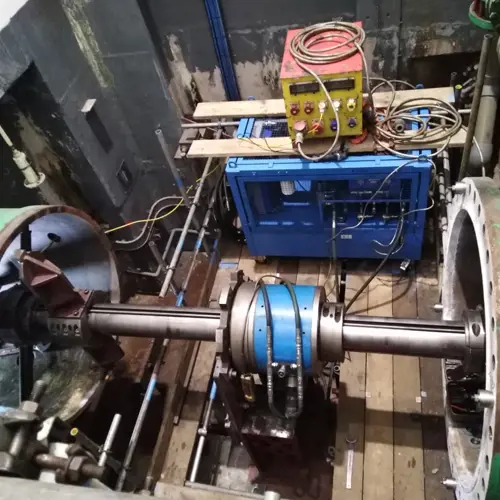
1500トン級のBOS槽が傾いたときに必要以上に揺れるのは問題ですが、どうすれば克服できるのでしょうか?Corus(スカンソープ)の1号機では、ドライブブルホイールにつながるトラニオン径の4つのキー溝がひどく摩耗していることが判明しました。
 Metalock Engineering 鉄鋼業界向けオンサイトCNC機械加工プロジェクトの刷新
Metalock Engineering 鉄鋼業界向けオンサイトCNC機械加工プロジェクトの刷新
 インドでの大型カップリングのボルト穴加工
インドでの大型カップリングのボルト穴加工
 ミルスタンドのスクリューダウン変更
ミルスタンドのスクリューダウン変更
 高炉の再構築 - テーパー付き羽口クーラーホルダー・ボア15本の再穴あけ
高炉の再構築 - テーパー付き羽口クーラーホルダー・ボア15本の再穴あけ
 新しいメインインレットバルブを取り付けるための機械加工を行っているフランジ面
新しいメインインレットバルブを取り付けるための機械加工を行っているフランジ面
 ベアリングの再ドリル加工
ベアリングの再ドリル加工
 従来型旋削マシンの修理
従来型旋削マシンの修理
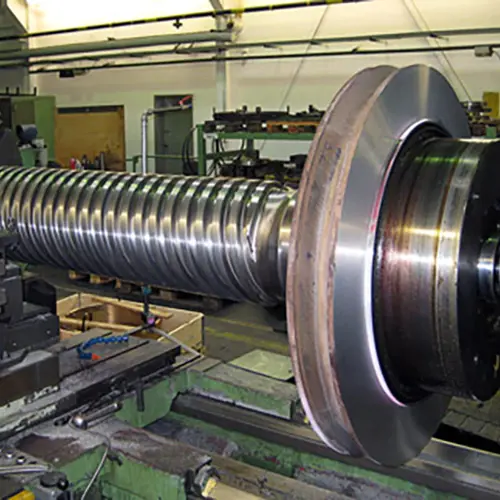
 クランクシャフトの製造
クランクシャフトの製造
 直径4mのLP筐体の再旋削加工
直径4mのLP筐体の再旋削加工
 LP外部筐体(溶接構造)の新規開発
LP外部筐体(溶接構造)の新規開発




