
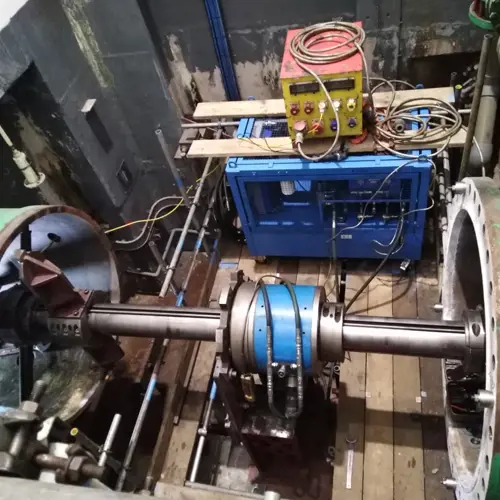
Een 1500 ton zwaar BOS-reservoir dat meer schommelt dan zou moeten, kan problemen veroorzaken, maar hoe los je dat op? Dat was de situatie bij Corus, Scunthorpe, met reservoir nr. 1, toen werd ontdekt dat de vier spiebanen op de diameter van de tappen die de verbinding vormen met het aandrijfstuwwiel, ernstig versleten waren.
 Metalock Engineering Vernieuwingsprojecten staalindustrie CNC-verspaning op locatie
Metalock Engineering Vernieuwingsprojecten staalindustrie CNC-verspaning op locatie
 Grote koppelingsboutgatbewerking in India
Grote koppelingsboutgatbewerking in India
 Molenstand Schroefmodificatie
Molenstand Schroefmodificatie
 Herbouw hoogoven - Opboren van 15 taps toelopende tuyere-koelerhouderboringen
Herbouw hoogoven - Opboren van 15 taps toelopende tuyere-koelerhouderboringen
 Flensvlakken worden machinaal bewerkt om plaats te bieden aan een nieuwe hoofdinlaatklep
Flensvlakken worden machinaal bewerkt om plaats te bieden aan een nieuwe hoofdinlaatklep
 Opnieuw boren van lagers
Opnieuw boren van lagers
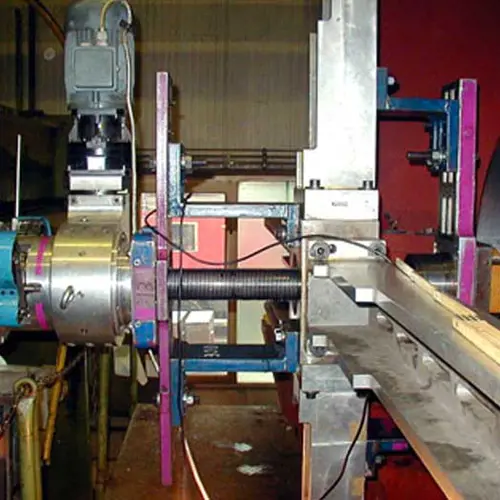
 Reparatie aan een conventionele draaimachine
Reparatie aan een conventionele draaimachine
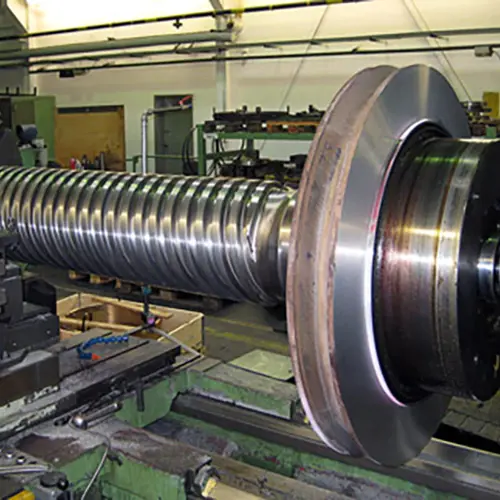
 Vervaardiging van een krukas
Vervaardiging van een krukas
 Opnieuw draaien van een LP-behuizing met een diameter van 4 m
Opnieuw draaien van een LP-behuizing met een diameter van 4 m
 Nieuwe ontwikkeling van een LP-externe behuizing (gelaste constructie)
Nieuwe ontwikkeling van een LP-externe behuizing (gelaste constructie)
Contact opnemen
Hoe kunnen we u van dienst zijn? We bieden een wereldwijde 24/7 respons in noodgevallen. Maak een keuze uit de onderstaande opties om contact met ons op te nemen.
Aanvraag indienen Kantoorlocaties Snelcontact Vacatures



