倾斜一个满载的300吨容量盛钢桶,将钢水从碱性氧气炼钢容器转移到连铸机,需要精细控制以确保均匀浇注。盛钢桶悬挂在由容器两侧耳轴支撑的一个起重机框架上。倾斜是通过辅助吊车进行。
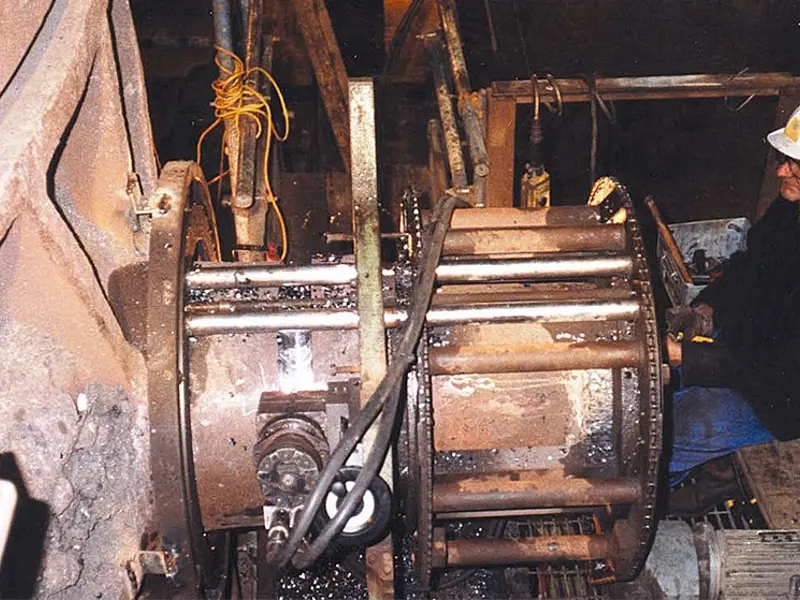
 Metalock工程公司钢铁工业改造项目现场数控加工
Metalock工程公司钢铁工业改造项目现场数控加工
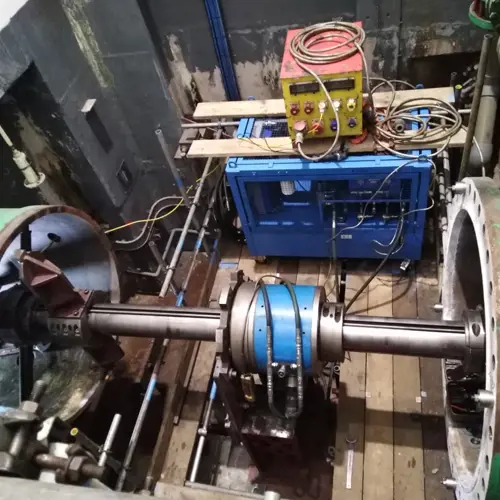
 印度大型联轴器螺栓孔加工
印度大型联轴器螺栓孔加工
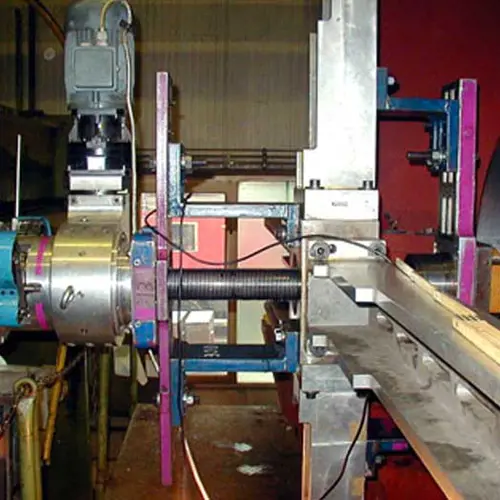
 磨架拧紧改装
磨架拧紧改装
 高炉改造 - 重镗 15 个锥形风口冷却器支架孔
高炉改造 - 重镗 15 个锥形风口冷却器支架孔
 对法兰面进行加工,以适应新的主进水阀
对法兰面进行加工,以适应新的主进水阀
 轴承的重新钻孔
轴承的重新钻孔
 在传统车床上进行维修
在传统车床上进行维修
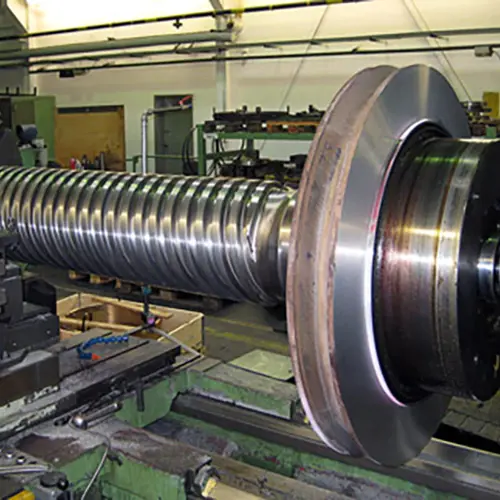
 曲轴的制造
曲轴的制造
 直径4米的低压外壳的再车削
直径4米的低压外壳的再车削
 低压外壳 (焊接结构) 的最新发展
低压外壳 (焊接结构) 的最新发展




