Das Kippen einer voll beladenen Gießpfanne mit einem Fassungsvermögen von 300 Tonnen, mit der geschmolzener Stahl von einer BOS-Anlage zu einer Stranggießanlage befördert wird, muss genauestens gesteuert werden, um einen gleichmäßigen Guss zu gewährleisten. Die Pfannen sind an einem krangestützten Rahmen aufgehängt, der auf beiden Seiten des Gefäßes mit Zapfen versehen ist. Das Kippen erfolgt über einen Hilfshub.
 Metalock Engineering Stahlindustrie-Modernisierungsprojekte Vor-Ort-CNC-Bearbeitung
Metalock Engineering Stahlindustrie-Modernisierungsprojekte Vor-Ort-CNC-Bearbeitung
 Große Bohrung für Kupplungsschraube in Indien
Große Bohrung für Kupplungsschraube in Indien
 Mühlenstand Verschraubung Modifikation
Mühlenstand Verschraubung Modifikation
 Umbau eines Hochofens - Aufbohren von 15 konischen Bohrungen für Düsenstockhalter
Umbau eines Hochofens - Aufbohren von 15 konischen Bohrungen für Düsenstockhalter
 Bearbeitung der Flanschflächen für die Aufnahme eines neuen Haupteinlassventils
Bearbeitung der Flanschflächen für die Aufnahme eines neuen Haupteinlassventils
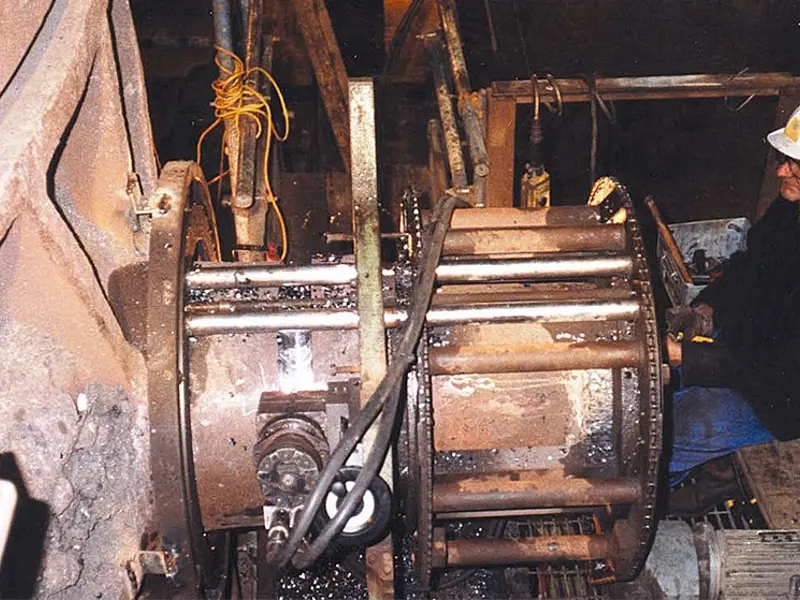
 Nachbohren von Lagern
Nachbohren von Lagern
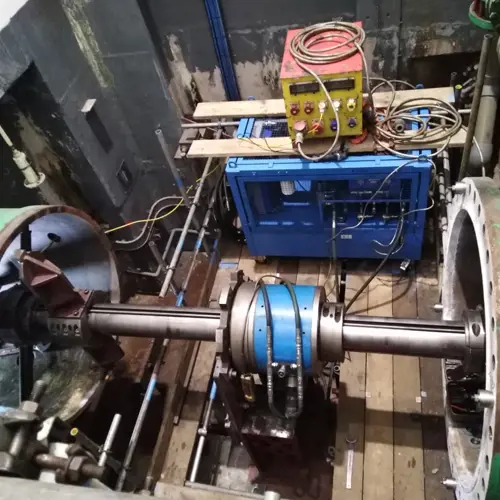
 Reparatur an einer konventionellen Drehmaschine
Reparatur an einer konventionellen Drehmaschine
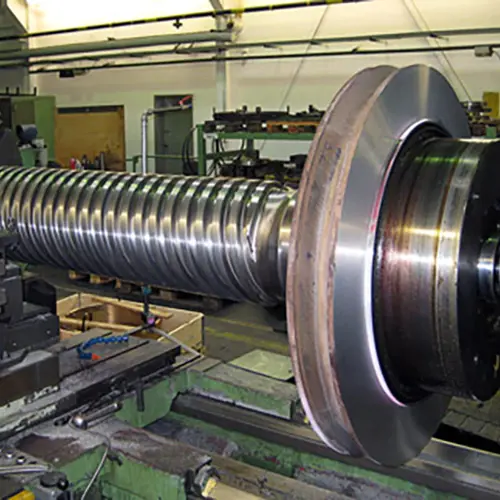
 Herstellung einer Kurbelwelle
Herstellung einer Kurbelwelle
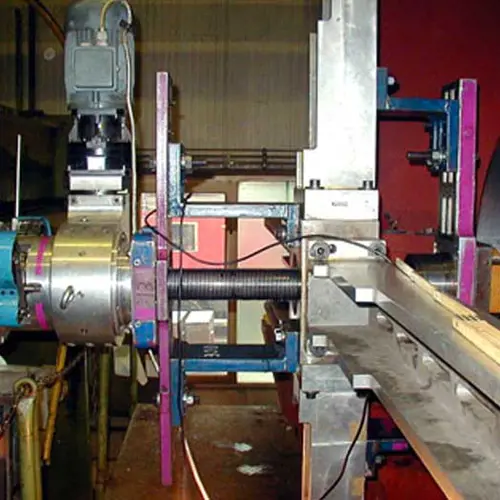
 Umdrehen eines LP-Gehäuses mit 4 m Durchmesser
Umdrehen eines LP-Gehäuses mit 4 m Durchmesser
 Neuentwicklung eines LP Außengehäuses (Schweißkonstruktion)
Neuentwicklung eines LP Außengehäuses (Schweißkonstruktion)
Kontaktaufnahme
Wie können wir Ihnen helfen? Wir bieten einen weltweiten Notfalldienst – rund um die Uhr, sieben Tage die Woche. Wählen Sie eine der nachfolgenden Möglichkeiten, um uns zu kontaktieren.
Anfrage senden Standorte Schnellkontakte Stellenbörse



