Tilting a fully laden 300 tonnes capacity teeming ladle to transfer molten steel from a BOS plant to a continuous casting machine needs to be finely controlled to ensure an even pour. Ladles are suspended on a crane supported framework by trunnions on either side of the vessel. Tilting is by auxiliary hoist.
 Re-machining the top flange on a blast furnace in steel plant
Re-machining the top flange on a blast furnace in steel plant
 Metalock Engineering Steel Industry Revamp Projects On Site CNC Machining
Metalock Engineering Steel Industry Revamp Projects On Site CNC Machining
 Large Coupling bolthole machining in India
Large Coupling bolthole machining in India
 Millstand Screwdown Modification
Millstand Screwdown Modification
 Blast Furnace Rebuild – Re-boring 15 tapered tuyere cooler holder bores
Blast Furnace Rebuild – Re-boring 15 tapered tuyere cooler holder bores
 Flange faces being machined to accommodate a new Main Inlet Valve
Flange faces being machined to accommodate a new Main Inlet Valve
 Redrilling of Bearings
Redrilling of Bearings
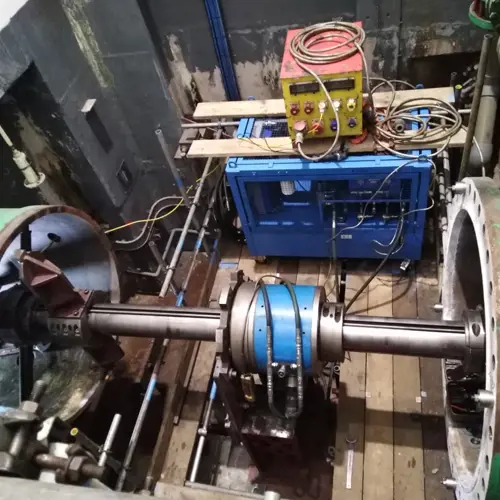
 Repair on a Conventional Turning Machine
Repair on a Conventional Turning Machine
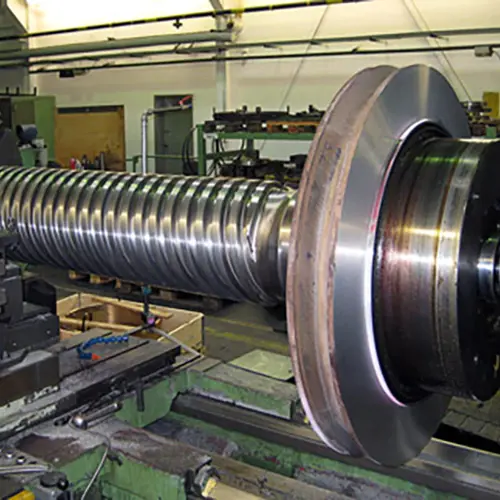
 Manufacture of a Crankshaft
Manufacture of a Crankshaft
 Re-turning of a LP Housing with 4 m Diameter
Re-turning of a LP Housing with 4 m Diameter
Get in contact
How can we help you? We offer a 24/7 worldwide emergency response. Please select from the options below to contact us.
Submit an Enquiry Office Locations Quick Contacts Careers



