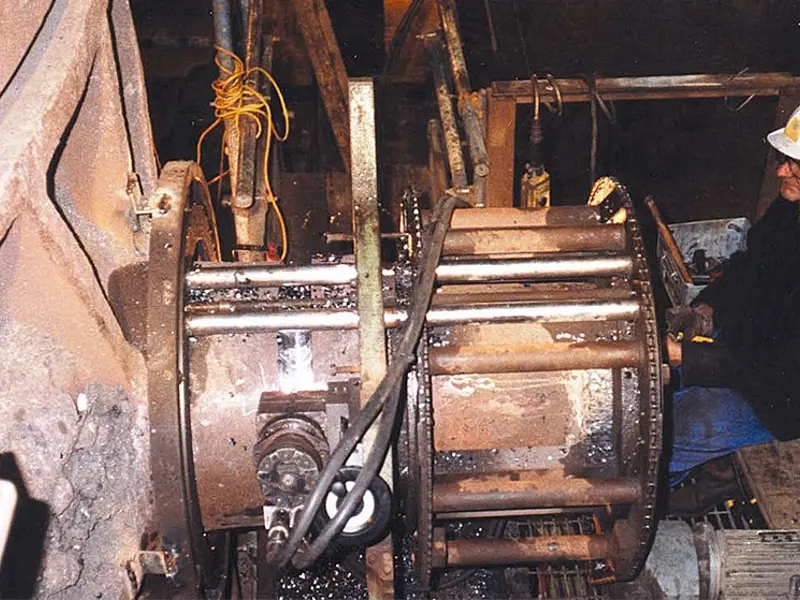
إمالة مغرفة صب محملة بوزن 300 طن لنقل الفولاذ المنصهر من وحدة فرن الأكسجين القاعدي إلى ماكينة الصب المستمر يتطلب التحكم الدقيق لضمان صب متساوٍ. يتم تعليق المغارف على مخروط مدعوم بهيكل يستند إلى مرتكزات على جانبي الوعاء. وتتم الإمالة من خلال رافعة إضافية.
 مشاريع تجديد صناعة الصلب في ميتالوك الهندسية مشاريع تجديد صناعة الصلب في الموقع التصنيع باستخدام الحاسب الآلي
مشاريع تجديد صناعة الصلب في ميتالوك الهندسية مشاريع تجديد صناعة الصلب في الموقع التصنيع باستخدام الحاسب الآلي
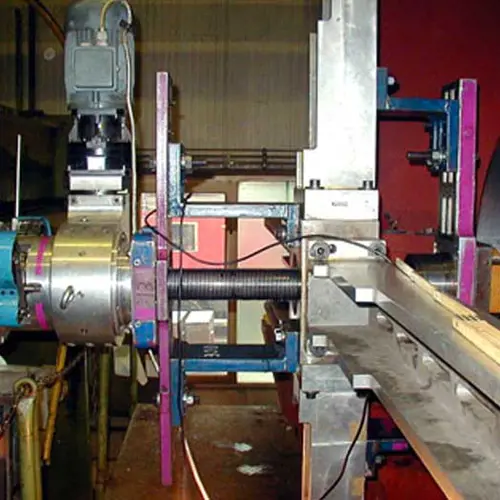
 تصنيع آلات ثقب مسمار التوصيل الكبير في الهند
تصنيع آلات ثقب مسمار التوصيل الكبير في الهند
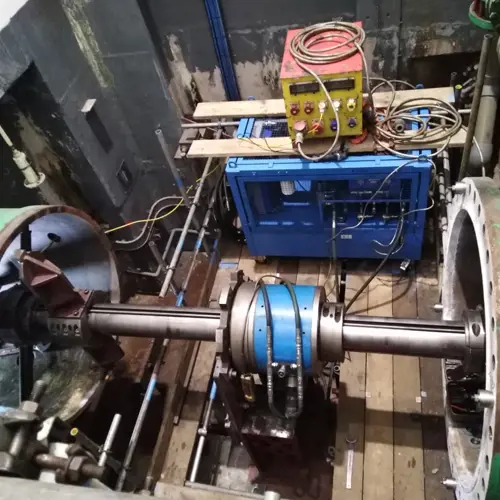
 تعديل مسند الطاحونة اللولبي
تعديل مسند الطاحونة اللولبي
 إعادة بناء فرن الصهر - إعادة حفر 15 ثقبًا مدببًا لحامل مبرد التويري
إعادة بناء فرن الصهر - إعادة حفر 15 ثقبًا مدببًا لحامل مبرد التويري
 خراطة أسطح الفلانشة بحيث تتسع لصمام الدخل الرئيسي الجديد
خراطة أسطح الفلانشة بحيث تتسع لصمام الدخل الرئيسي الجديد
 إعادة ثقب المحامل
إعادة ثقب المحامل
 الإصلاح على ماكينة خراطة تقليدية
الإصلاح على ماكينة خراطة تقليدية
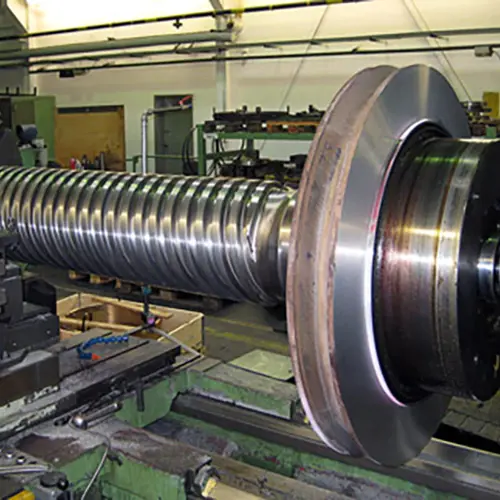
 تصنيع عمود مرفقي
تصنيع عمود مرفقي
 إعادة خراطة مبيت منخفض الضغط بقطر 4 م
إعادة خراطة مبيت منخفض الضغط بقطر 4 م
 تطوير جديد لمبيت خارجي منخفض الضغط (بنية ملحومة)
تطوير جديد لمبيت خارجي منخفض الضغط (بنية ملحومة)
تواصل معنا
كيف يمكننا مساعدتك؟ نقدم استجابة عالمية للحالات الطارئة على مدار الساعة طوال أيام الأسبوع. يُرجى تحديد أحد الخيارات التالية للاتصال بنا.
إرسال استفسار مواقع مكاتب العمل جهات الاتصال السريعة الوظائف الشاغرة



