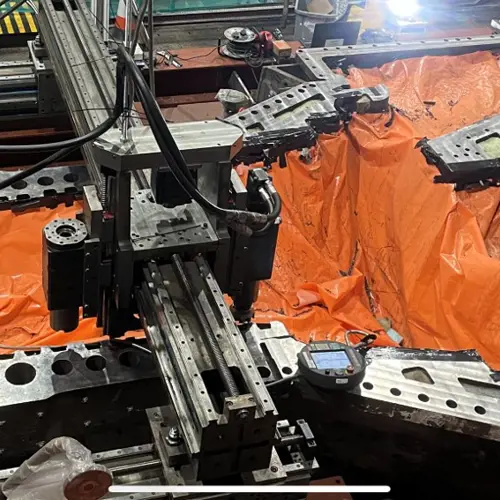
Afin d’améliorer le rendement de trois turbines à vapeur basse pression de 500 MW destinées à la production d’électricité, Metalock Engineering a réalisé ce qu’elle estime être une première : l’usinage sur site de trois carters de turbines afin d’accepter de nouveaux composants de remise à niveau.
 Modifications apportées au cylindre et au rotor de la turbine
Modifications apportées au cylindre et au rotor de la turbine
 Usinage de bagues collectrices pour générateurs turbo à balais in situ
Usinage de bagues collectrices pour générateurs turbo à balais in situ
 Récupération de l'arbre de ventilateur après une défaillance du roulement
Récupération de l'arbre de ventilateur après une défaillance du roulement
 Réparation de l'enveloppe de la turbine hydraulique Metropolitan Vickers
Réparation de l'enveloppe de la turbine hydraulique Metropolitan Vickers
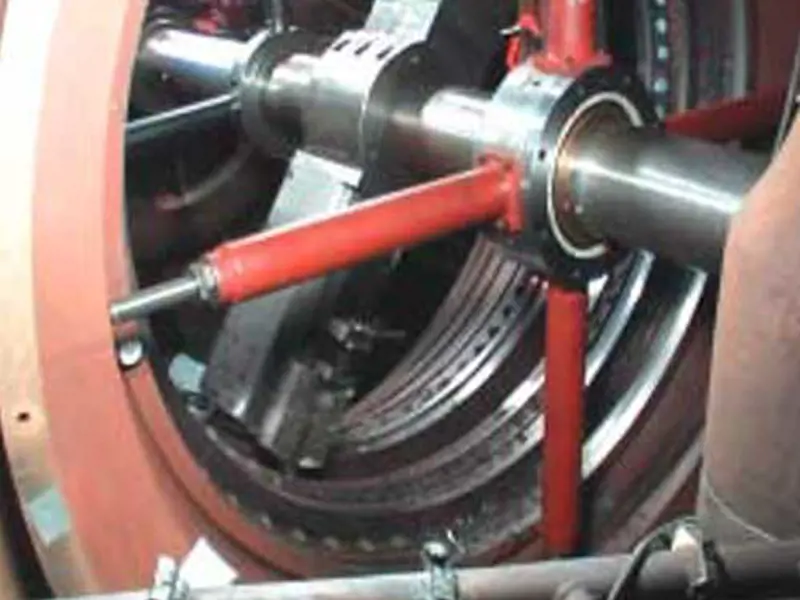
 Diamètre du journal du rotor du générateur réusiné sur place
Diamètre du journal du rotor du générateur réusiné sur place
 Alésage du cylindre d'une turbine à gaz de 160 MW
Alésage du cylindre d'une turbine à gaz de 160 MW
 Centrale hydroélectrique, Nord du Pays de Galles
Centrale hydroélectrique, Nord du Pays de Galles
 Numérisation 3D d'une turbine hydraulique
Numérisation 3D d'une turbine hydraulique
 Réusinage in situ d'une face de joint horizontal de turbine HP/IP/LP
Réusinage in situ d'une face de joint horizontal de turbine HP/IP/LP
 Usinage sur site Rectification de la bague collectrice du générateur
Usinage sur site Rectification de la bague collectrice du générateur
Contactez-nous
Comment pouvons-nous vous aider ? Nous proposons notre service d'interventions d'urgence 24 heures sur 24, 7 jours sur 7, dans le monde entier. Veuillez choisir l'une des options pour nous contacter.
Envoyer la demande Nos bureaux Contacts rapides Carrières



