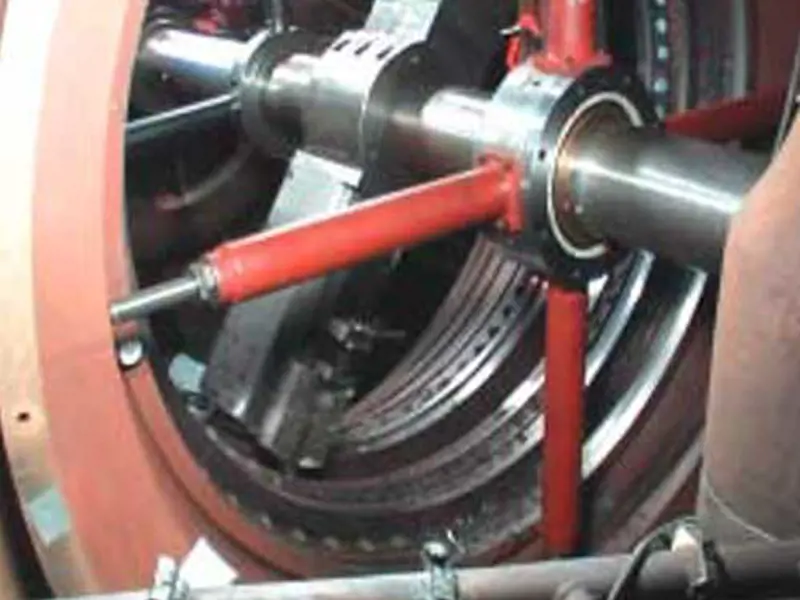
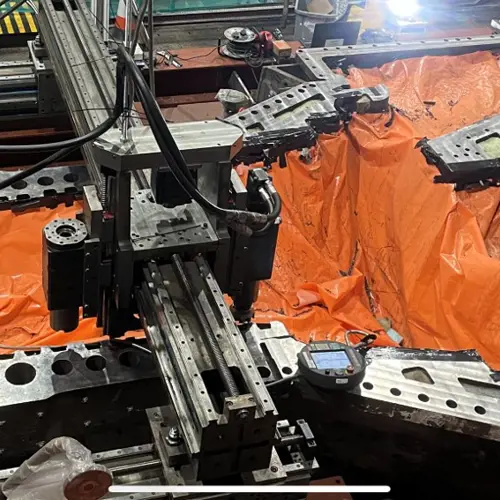
Para aumentar a eficiência de três turbinas a vapor de baixa pressão de 500 MW para produção de eletricidade, a Metalock Engineering realizou o que acredita ser uma estreia – a maquinagem "in situ" de três cárteres de turbina para aceitar novos componentes de melhoramento retroativo.
 Modificações no cilindro e rotor da turbina
Modificações no cilindro e rotor da turbina
 Escova Turbo Gerador Usinagem de anéis deslizantes in situ
Escova Turbo Gerador Usinagem de anéis deslizantes in situ
 Recuperação do veio do ventilador após falha do rolamento
Recuperação do veio do ventilador após falha do rolamento
 Reparação da caixa da turbina hidráulica Metropolitan Vickers
Reparação da caixa da turbina hidráulica Metropolitan Vickers
 Diâmetro do moente do rotor do gerador rectificado in situ
Diâmetro do moente do rotor do gerador rectificado in situ
 Perfuração de cilindros de turbina a gás de 160MW
Perfuração de cilindros de turbina a gás de 160MW
 Central hidroelétrica, Norte do País de Gales
Central hidroelétrica, Norte do País de Gales
 Digitalização 3D de turbinas hidráulicas
Digitalização 3D de turbinas hidráulicas
 Retificação in situ de uma face de junta horizontal de uma turbina HP/IP/LP
Retificação in situ de uma face de junta horizontal de uma turbina HP/IP/LP
 Retificação por maquinagem no local de anel coletor de gerador
Retificação por maquinagem no local de anel coletor de gerador
Contactar
Como podemos ajudar? Oferecemos resposta de emergência 24/7 em todo o mundo . Selecione uma das opções abaixo para nos contactar.
Envie um pedido de informações Localização dos escritórios Contactos rápidos Ofertas de emprego



