
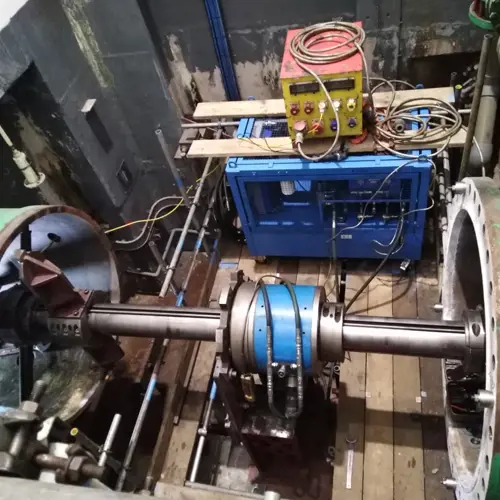
A Port Talbot-i Corus meleghengerműben előállított hengerelt termék minőségének további javítása érdekében a Metalock Engineering a Universal Engineering Design Ltd-vel (UED) együttműködve széles körű helyszíni megmunkálást végzett a közelmúltbeli leállás során, hogy visszaállítsa az ellenirányú nagyoló hengermű eredeti gyártási tűréshatárait a szögletesség, egyenesség és méretpontosság tekintetében. A Metalock nagy tapasztalattal rendelkezik az ilyen típusú munkák terén, és olyan berendezéseket és szakértelmet fejlesztett ki, amelyek lehetővé teszik az ilyen projektek sikeres végrehajtását az ügyfél által megadott idő- és költségvetési kereteken belül.
 Metalock Engineering Acélipari felújítási projektek helyszíni CNC megmunkálás
Metalock Engineering Acélipari felújítási projektek helyszíni CNC megmunkálás
 Nagy tengelykapcsoló furat megmunkálása Indiában
Nagy tengelykapcsoló furat megmunkálása Indiában
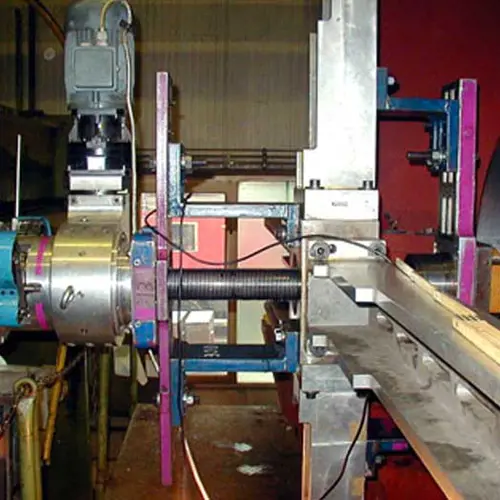
 Malomállvány csavarozás módosítása
Malomállvány csavarozás módosítása
 Nagyolvasztókemencék átépítése - 15 kúpos fúvókahűtőtartó furat újrafúrása
Nagyolvasztókemencék átépítése - 15 kúpos fúvókahűtőtartó furat újrafúrása
 Karimák megmunkálása új fő bemeneti szelep elhelyezéséhez
Karimák megmunkálása új fő bemeneti szelep elhelyezéséhez
 Csapágyak újrafúrása
Csapágyak újrafúrása
 Hagyományos esztergagép javítása
Hagyományos esztergagép javítása
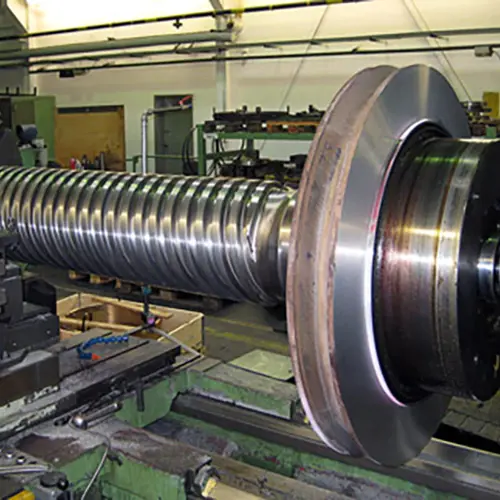
 Forgattyústengely gyártása
Forgattyústengely gyártása
 4 m átmérőjű LP ház újbóli esztergálása
4 m átmérőjű LP ház újbóli esztergálása
 LP külső ház új fejlesztése (hegesztett szerkezet)
LP külső ház új fejlesztése (hegesztett szerkezet)
Kapcsolatfelvétel
Hogyan segíthetünk Önnek? Állandó elérhetőségű globális vészhelyzeti támogatást kínálunk. Kérjük, válasszon az alábbi lehetőségek közül, hogy kapcsolatba léphessen velünk.
Kérdés küldése Irodák Gyors elérhetőségek Álláslehetőségek



