
To restore the reversing roughing mill to its original manufacturing tolerances for squareness, straightness and dimensional accuracy and further improve the quality of rolled product produced on the hot strip mill at Corus, Port Talbot, the Metalock Engineering Group, in conjunction with Universal Engineering Design Ltd (UED), carried out extensive in-situ machining work during a recent shutdown. Metalock has a wealth of experience in this type of work and has developed equipment and expertise enabling it successfully to undertake such projects within customer time and budget allowances.
 Re-machining the top flange on a blast furnace in steel plant
Re-machining the top flange on a blast furnace in steel plant
 Metalock Engineering Steel Industry Revamp Projects On Site CNC Machining
Metalock Engineering Steel Industry Revamp Projects On Site CNC Machining
 Large Coupling bolthole machining in India
Large Coupling bolthole machining in India
 Millstand Screwdown Modification
Millstand Screwdown Modification
 Blast Furnace Rebuild – Re-boring 15 tapered tuyere cooler holder bores
Blast Furnace Rebuild – Re-boring 15 tapered tuyere cooler holder bores
 Flange faces being machined to accommodate a new Main Inlet Valve
Flange faces being machined to accommodate a new Main Inlet Valve
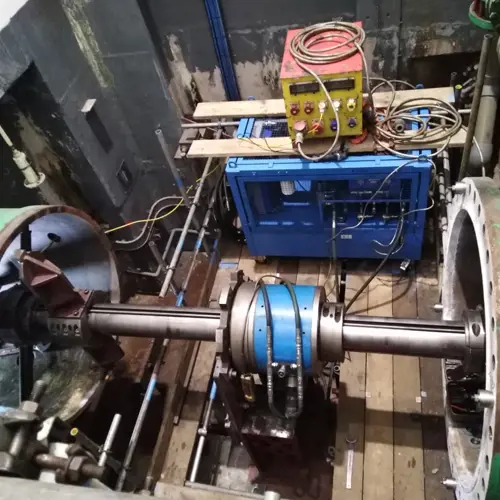
 Redrilling of Bearings
Redrilling of Bearings
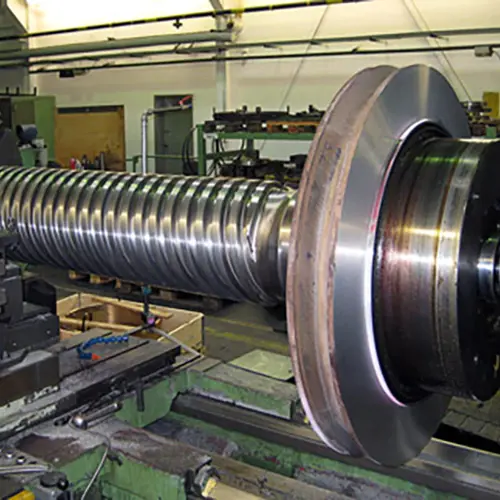 Repair on a Conventional Turning Machine
Repair on a Conventional Turning Machine
 Manufacture of a Crankshaft
Manufacture of a Crankshaft
 Re-turning of a LP Housing with 4 m Diameter
Re-turning of a LP Housing with 4 m Diameter
Get in contact
How can we help you? We offer a 24/7 worldwide emergency response. Please select from the options below to contact us.
Submit an Enquiry Office Locations Quick Contacts Careers



