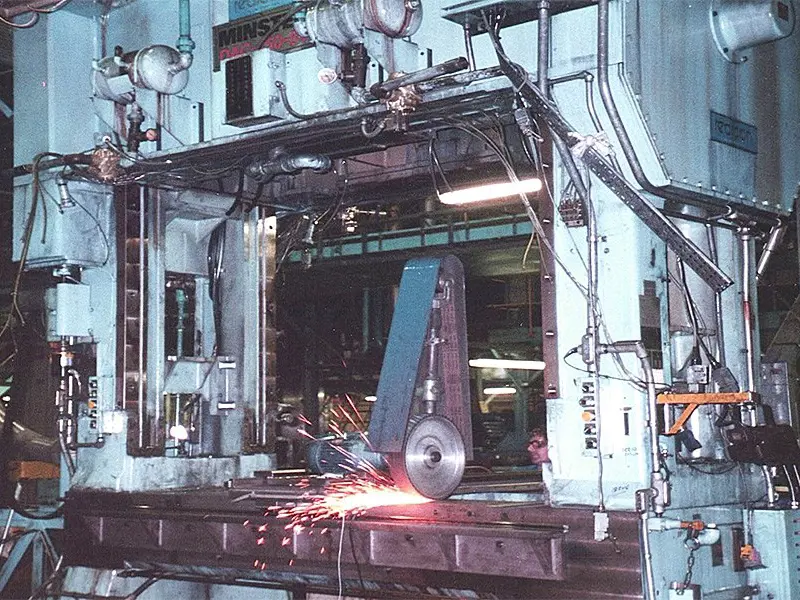
Per eliminare gli effetti della fatica da corrosione sulle presse per la conversione di barattoli in metallo - utilizzate per tagliare parzialmente i coperchi per produrre un tirante ad anello - Metalock Engineering ha sviluppato una rettificatrice per riaffilare in loco la faccia inferiore del piano di appoggio con una tolleranza estremamente fine su un'ampia superficie.
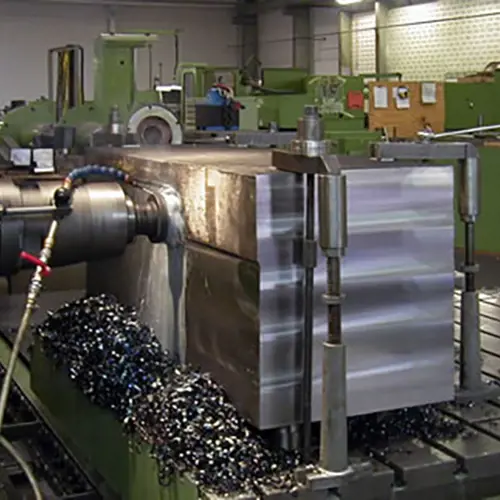
 Trave di trasmissione 5 m x 4,5 m lavorata in loco
Trave di trasmissione 5 m x 4,5 m lavorata in loco
 Piastra di base per incudine Massey Hammer da 12 tonnellate
Piastra di base per incudine Massey Hammer da 12 tonnellate
 Rettifica del banco della pressa ECH 125
Rettifica del banco della pressa ECH 125
 Pressa Davy Ashmore 1500T
Pressa Davy Ashmore 1500T
 Inserimento di scanalature a T
Inserimento di scanalature a T
 Fresatura delle superfici degli utensili di una pressa per tubi
Fresatura delle superfici degli utensili di una pressa per tubi
 Revisione di una slitta per una pressa per forgiatura a caldo
Revisione di una slitta per una pressa per forgiatura a caldo
 Fabbricazione di un'incudine per una pressa per forgiatura a caldo
Fabbricazione di un'incudine per una pressa per forgiatura a caldo
 Raschiatura di componenti di presse a caldo
Raschiatura di componenti di presse a caldo
 Revisione della pressa di una grande casa automobilistica
Revisione della pressa di una grande casa automobilistica
Contatto
Come possiamo esservi di aiuto? Offriamo una risposta alle emergenze 24 ore su 24, 7 giorni su 7, in tutto il mondo. Per contattarci, scegliete una delle opzioni riportate di seguito.
Inoltra una richiesta Sedi Contatti rapidi Offerte di lavoro



