
メタロックエンジニアリングの現場でのオービタル旋削により、ティーサイドCorus社はビームミル内の調整装置/仕上げ機のロールと、さらに上の熱延機のロールを素早く交換することができ、生産率が大幅に改善されました。
 Metalock Engineering 鉄鋼業界向けオンサイトCNC機械加工プロジェクトの刷新
Metalock Engineering 鉄鋼業界向けオンサイトCNC機械加工プロジェクトの刷新
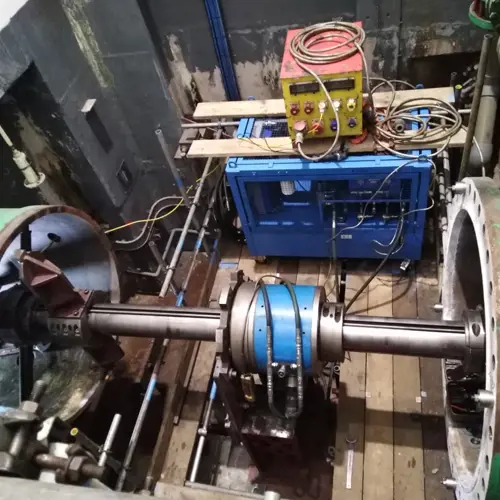
 インドでの大型カップリングのボルト穴加工
インドでの大型カップリングのボルト穴加工
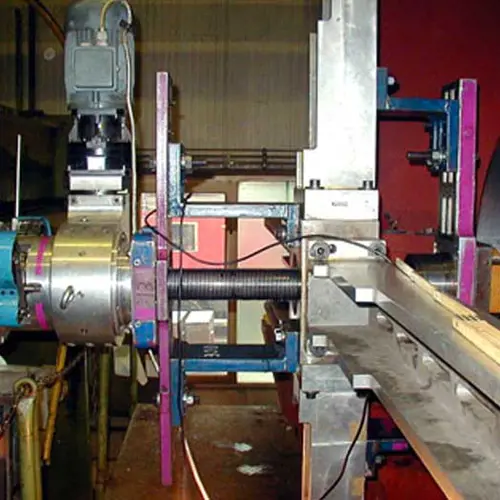
 ミルスタンドのスクリューダウン変更
ミルスタンドのスクリューダウン変更
 高炉の再構築 - テーパー付き羽口クーラーホルダー・ボア15本の再穴あけ
高炉の再構築 - テーパー付き羽口クーラーホルダー・ボア15本の再穴あけ
 新しいメインインレットバルブを取り付けるための機械加工を行っているフランジ面
新しいメインインレットバルブを取り付けるための機械加工を行っているフランジ面
 ベアリングの再ドリル加工
ベアリングの再ドリル加工
 従来型旋削マシンの修理
従来型旋削マシンの修理
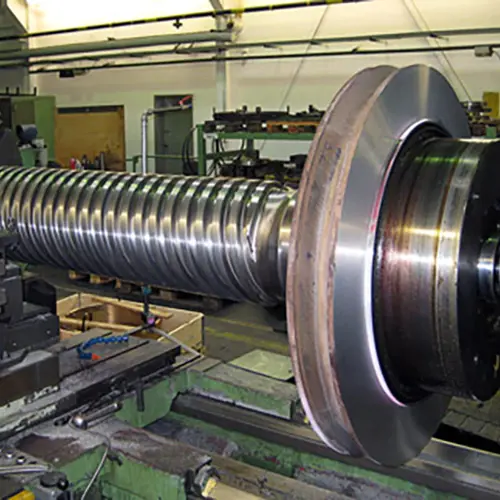
 クランクシャフトの製造
クランクシャフトの製造
 直径4mのLP筐体の再旋削加工
直径4mのLP筐体の再旋削加工
 LP外部筐体(溶接構造)の新規開発
LP外部筐体(溶接構造)の新規開発




