
ポートタルボットにあるCorusのホットストリップミルで生産される圧延製品の品質をさらに向上させるため、逆ラフィングミルの直角度、真直度、寸法精度を製造当初の公差に戻すために、メタロックエンジニアリングはUniversal Engineering Design社(UED)と共同で、最近の操業停止中に大規模な現場での機械加工作業を実施しました。メタロックにはこの種の作業を行った豊富な経験があり、お客様の時間と予算の許す範囲で、このようなプロジェクトを成功させるだけの設備と専門知識を開発してきました。
 Metalock Engineering 鉄鋼業界向けオンサイトCNC機械加工プロジェクトの刷新
Metalock Engineering 鉄鋼業界向けオンサイトCNC機械加工プロジェクトの刷新
 インドでの大型カップリングのボルト穴加工
インドでの大型カップリングのボルト穴加工
 ミルスタンドのスクリューダウン変更
ミルスタンドのスクリューダウン変更
 高炉の再構築 - テーパー付き羽口クーラーホルダー・ボア15本の再穴あけ
高炉の再構築 - テーパー付き羽口クーラーホルダー・ボア15本の再穴あけ
 新しいメインインレットバルブを取り付けるための機械加工を行っているフランジ面
新しいメインインレットバルブを取り付けるための機械加工を行っているフランジ面
 ベアリングの再ドリル加工
ベアリングの再ドリル加工
 従来型旋削マシンの修理
従来型旋削マシンの修理
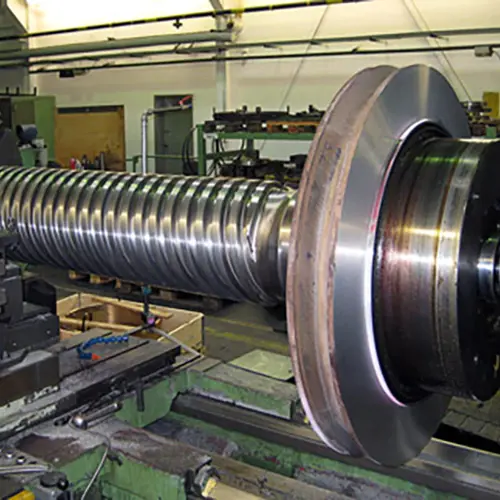
 クランクシャフトの製造
クランクシャフトの製造
 直径4mのLP筐体の再旋削加工
直径4mのLP筐体の再旋削加工
 LP外部筐体(溶接構造)の新規開発
LP外部筐体(溶接構造)の新規開発




