
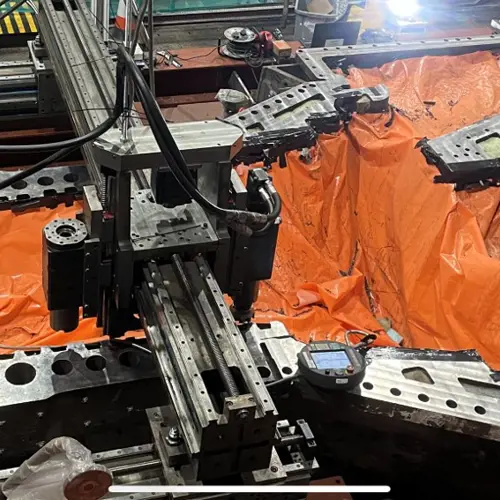
Используя одну расточную штангу, компания Metalock Engineering выполнила несколько операций по механической обработке оборудования на объекте заказчика, включая новый сложный профиль камеры рабочего колеса турбины № 2 гидроэлектростанции Culligran на севере Шотландии для компании Weir Engineering Services. Электростанция находится в карстовом образовании на участке, представляющем особый научный интерес (SSSI), и получает воду из озера Лох-Беаннахрейн, расположенного в 5,5 км.
 Модификации цилиндра и ротора турбины
Модификации цилиндра и ротора турбины
 Perie Turbo Generator Prelucrarea inelelor de alunecare in situ
Perie Turbo Generator Prelucrarea inelelor de alunecare in situ
 Восстановление вала вентилятора после выхода из строя подшипника
Восстановление вала вентилятора после выхода из строя подшипника
 Ремонт корпуса гидротурбины Metropolitan Vickers
Ремонт корпуса гидротурбины Metropolitan Vickers
 Диаметр цапфы ротора генератора повторно обработан на месте
Диаметр цапфы ротора генератора повторно обработан на месте
 Расточка цилиндра газовой турбины мощностью 160 МВт
Расточка цилиндра газовой турбины мощностью 160 МВт
 Гидроэлектростанция, Северный Уэльс
Гидроэлектростанция, Северный Уэльс
 3D-сканирование гидротурбины
3D-сканирование гидротурбины
 Повторная обработка на месте горизонтального стыка турбины HP/IP/LP
Повторная обработка на месте горизонтального стыка турбины HP/IP/LP
 Механическая обработка и шлифовка коллекторных колец на объекте заказчика
Механическая обработка и шлифовка коллекторных колец на объекте заказчика
Связаться
Как мы можем вам помочь? Мы предлагаем круглосуточную экстренную поддержку во всех регионах мира. Чтобы связаться с нами, пожалуйста, выберите одну из приведенных ниже опций.
Подать запрос Расположение офисов Краткие контактные данные Вакансии



