
Para restaurar o laminador de desbaste invertido às suas tolerâncias originais de fabrico em termos de esquadria, retilinearidade e precisão dimensional e melhorar ainda mais a qualidade do produto laminado produzido no laminador de bandas a quente da Corus, em Port Talbot, a Metalock Engineering, em conjunto com a Universal Engineering Design Ltd (UED), executou um extenso trabalho de maquinagem ""in situ"" durante uma paragem recente. A Metalock tem uma vasta experiência neste tipo de trabalho e desenvolveu equipamentos e conhecimentos especializados que lhe permitem realizar tais projetos com sucesso no prazo do cliente e dentro do orçamento acordado.
 Metalock Engenharia Projectos de renovação da indústria do aço Maquinação CNC no local
Metalock Engenharia Projectos de renovação da indústria do aço Maquinação CNC no local
 Maquinação de furos de acoplamento grandes na Índia
Maquinação de furos de acoplamento grandes na Índia
 Modificação do aparafusamento do suporte da fresa
Modificação do aparafusamento do suporte da fresa
 Reconstrução de um alto-forno - Rebarbagem de 15 furos cónicos do suporte do arrefecedor de tuyere
Reconstrução de um alto-forno - Rebarbagem de 15 furos cónicos do suporte do arrefecedor de tuyere
 As faces dos flanges são maquinadas para acomodarem uma nova válvula na entrada principal
As faces dos flanges são maquinadas para acomodarem uma nova válvula na entrada principal
 Nova perfuração de apoios
Nova perfuração de apoios
 Reparação num torno convencional
Reparação num torno convencional
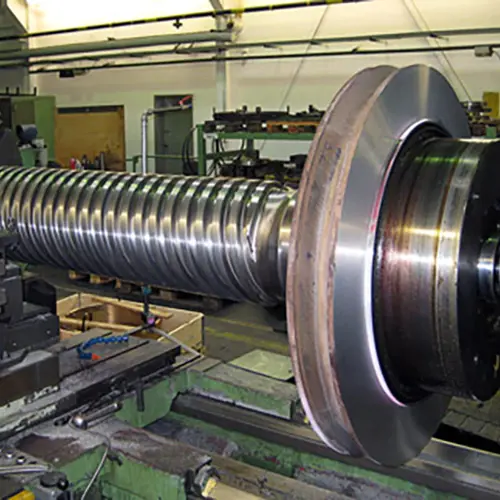
 Fabrico de uma cambota
Fabrico de uma cambota
 Passagem ao torno de uma carcaça de baixa pressão com 4 m de diâmetro
Passagem ao torno de uma carcaça de baixa pressão com 4 m de diâmetro
 Novo desenvolvimento de uma carcaça externa de baixa pressão (construção soldada)
Novo desenvolvimento de uma carcaça externa de baixa pressão (construção soldada)
Contactar
Como podemos ajudar? Oferecemos resposta de emergência 24/7 em todo o mundo . Selecione uma das opções abaixo para nos contactar.
Envie um pedido de informações Localização dos escritórios Contactos rápidos Ofertas de emprego



