
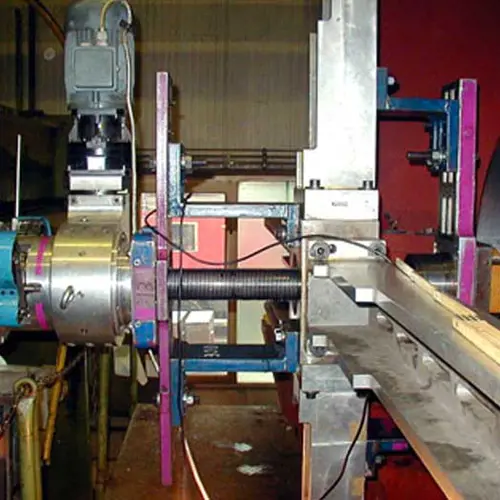
Na de voltooiing van een reeks complexe machinale bewerkingen ter plaatse door Metalock Engineering voor SAPA HeatTransfer in Finspong in Zweden kan hun 1500 mm brede warmwalserij nu platen walsen die 60% groter zijn dan voorheen. De wals kan nu knuppels van 10 ton aan in plaats van de 6 ton waarvoor de wals was ontworpen, met als gevolg een aanzienlijke stijging van de productie. Het is sneller om een plaat van 10 ton te walsen dan twee kleinere platen.
 Metalock Engineering Vernieuwingsprojecten staalindustrie CNC-verspaning op locatie
Metalock Engineering Vernieuwingsprojecten staalindustrie CNC-verspaning op locatie
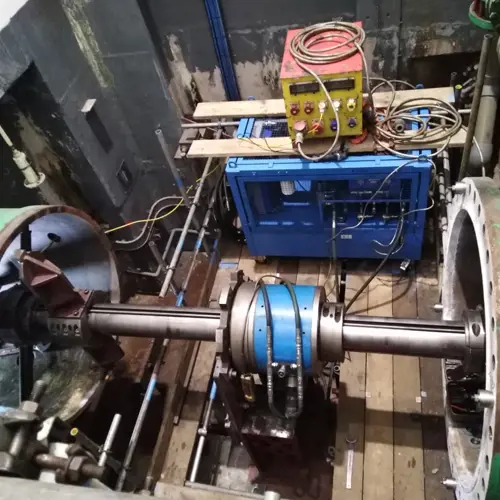
 Grote koppelingsboutgatbewerking in India
Grote koppelingsboutgatbewerking in India
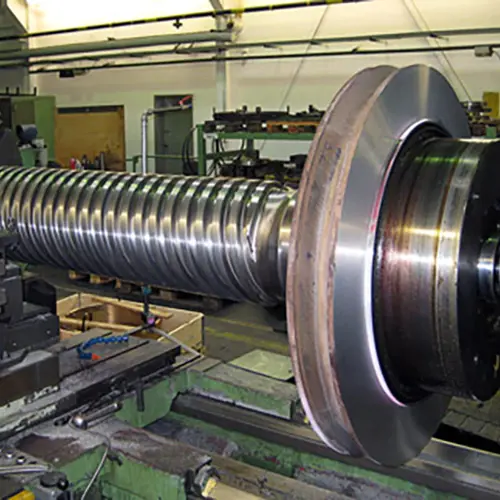
 Molenstand Schroefmodificatie
Molenstand Schroefmodificatie
 Herbouw hoogoven - Opboren van 15 taps toelopende tuyere-koelerhouderboringen
Herbouw hoogoven - Opboren van 15 taps toelopende tuyere-koelerhouderboringen
 Flensvlakken worden machinaal bewerkt om plaats te bieden aan een nieuwe hoofdinlaatklep
Flensvlakken worden machinaal bewerkt om plaats te bieden aan een nieuwe hoofdinlaatklep
 Opnieuw boren van lagers
Opnieuw boren van lagers
 Reparatie aan een conventionele draaimachine
Reparatie aan een conventionele draaimachine
 Vervaardiging van een krukas
Vervaardiging van een krukas
 Opnieuw draaien van een LP-behuizing met een diameter van 4 m
Opnieuw draaien van een LP-behuizing met een diameter van 4 m
 Nieuwe ontwikkeling van een LP-externe behuizing (gelaste constructie)
Nieuwe ontwikkeling van een LP-externe behuizing (gelaste constructie)
Contact opnemen
Hoe kunnen we u van dienst zijn? We bieden een wereldwijde 24/7 respons in noodgevallen. Maak een keuze uit de onderstaande opties om contact met ons op te nemen.
Aanvraag indienen Kantoorlocaties Snelcontact Vacatures



