
Completion of a series of complex in-situ machining operations by the Metalock Engineering Group for SAPA HeatTransfer at Finspong in Sweden has meant that their 1500mm wide hot mill is now capable of rolling slabs that are 60% larger than previously. It can now cope with 10-tonne billets instead of the 6 tonnes the mill was designed for and, enable a significant increase in output. It is quicker to roll a 10-ton-slab than two of the smaller ones.
 Re-machining the top flange on a blast furnace in steel plant
Re-machining the top flange on a blast furnace in steel plant
 Metalock Engineering Steel Industry Revamp Projects On Site CNC Machining
Metalock Engineering Steel Industry Revamp Projects On Site CNC Machining
 Large Coupling bolthole machining in India
Large Coupling bolthole machining in India
 Millstand Screwdown Modification
Millstand Screwdown Modification
 Blast Furnace Rebuild – Re-boring 15 tapered tuyere cooler holder bores
Blast Furnace Rebuild – Re-boring 15 tapered tuyere cooler holder bores
 Flange faces being machined to accommodate a new Main Inlet Valve
Flange faces being machined to accommodate a new Main Inlet Valve
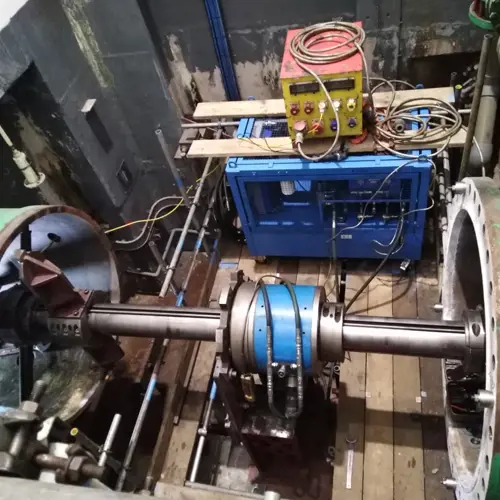
 Redrilling of Bearings
Redrilling of Bearings
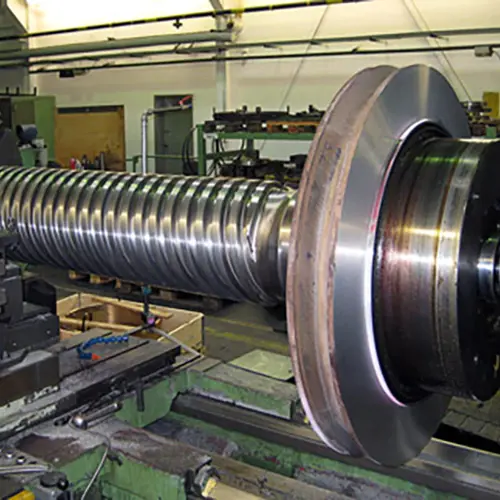 Repair on a Conventional Turning Machine
Repair on a Conventional Turning Machine
 Manufacture of a Crankshaft
Manufacture of a Crankshaft
 Re-turning of a LP Housing with 4 m Diameter
Re-turning of a LP Housing with 4 m Diameter
Get in contact
How can we help you? We offer a 24/7 worldwide emergency response. Please select from the options below to contact us.
Submit an Enquiry Office Locations Quick Contacts Careers



