
Med hjälp av sin utrustning för orbital svarvning och expertis har Metalock Engineering besparat Lafarge Cement avsevärd stilleståndstid och stora kostnader genom att på plats laga en stor axeltapp som hade blivit svårt repad när ett lager av vitmetall hade gått sönder.
 In-situ-bearbetning ger nytt liv åt cementlastare
In-situ-bearbetning ger nytt liv åt cementlastare
 Avstängning av ugnen hos Cement Australia
Avstängning av ugnen hos Cement Australia
 Svarvning och slipning av axellager för bärhjul till en roterugn
Svarvning och slipning av axellager för bärhjul till en roterugn
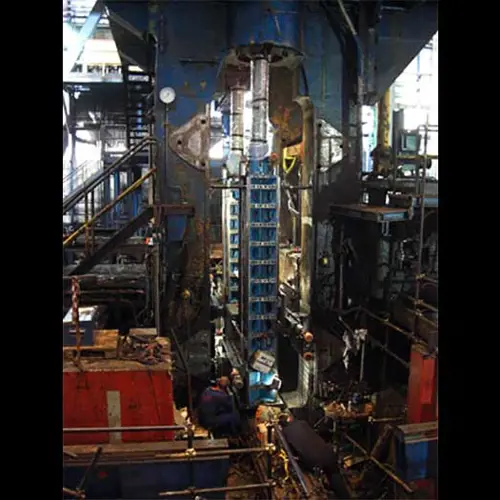 Samtidig fräsning av alla 4 öppningarna i valsverkshusen med 2 fräsmaskiner
Samtidig fräsning av alla 4 öppningarna i valsverkshusen med 2 fräsmaskiner
 Fräsning av öppningen i ett valsverkshus med vår mobila CNC-styrda maskin
Fräsning av öppningen i ett valsverkshus med vår mobila CNC-styrda maskin
 Fräsningsarbete på valsverkshus
Fräsningsarbete på valsverkshus
 Reparation av kugghjul i en cementfabrik, 8000 mm i diameter
Reparation av kugghjul i en cementfabrik, 8000 mm i diameter
 Omborrning av bultar på en skovelhjulsgrävmaskin
Omborrning av bultar på en skovelhjulsgrävmaskin
 Reparation av tvärstycke till en Borsig-kompressor
Reparation av tvärstycke till en Borsig-kompressor
 Återställning av drivaxel för en kulkvarn åt Rugby Cement
Återställning av drivaxel för en kulkvarn åt Rugby Cement
Kontakta oss
Hur kan vi stå till tjänst? Vi erbjuder akutservice dygnet runt, världen över. Välj från alternativen nedan för att kontakta oss.
Skicka förfrågan Kontor Snabbkontakt Lediga tjänster



