Det beslutades att bearbetning på plats skulle vara det mest kostnadseffektiva sättet att åstadkomma de ändringar av kåporna som krävdes
En vanlig typ av modernisering är att byta ut den befintliga innermodulen mot en modul med extra rader av skovlar. Men på grund av konstruktionen måste turbinkåporna i det här fallet anpassas så att de skulle passa till de större skovelbärarna. Det beslutades att bearbetning på plats skulle vara det mest kostnadseffektiva sättet att åstadkomma de ändringar av kåporna som krävdes. Alternativet hade varit att demontera turbinerna helt och hållet, men tidsåtgången och kostnaderna samt hälso- och säkerhetskraven beträffande asbest omöjliggjorde detta. Metalock Engineering hade den typ av utrustning och expertis som behövdes för att utföra det komplexa bearbetningsarbetet.
Man kontaktade Metalock Engineering för att diskutera hur man bäst skulle gå tillväga för att bearbeta kåporna så att de skulle passa till större skoveluppsättningar. Olika ytor och diametrar måste bearbetas för att passa till nya skovelbärare. Skovelbärarna består av 3 sektioner per halva och är spegelvända i mitten. Det finns alltså 12 separata skovelbärare i varje turbin.
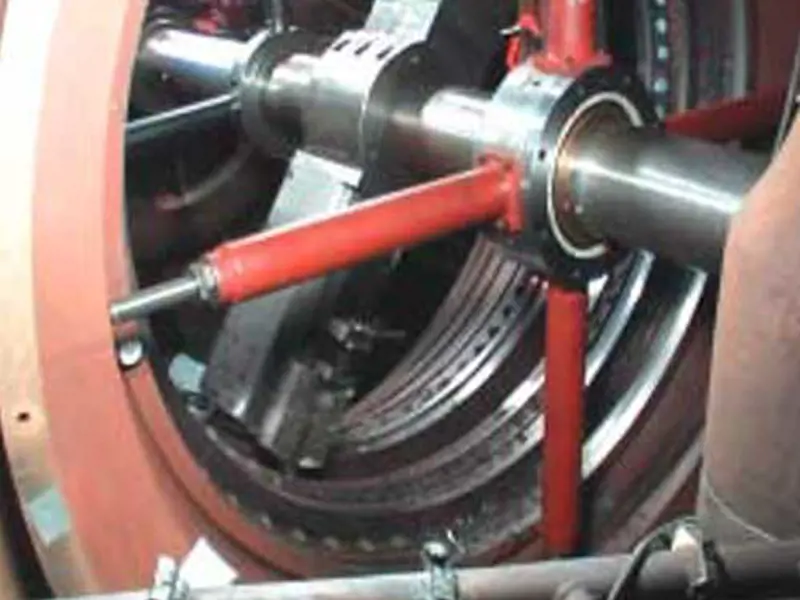
För att spara tid utarbetade Metalock Engineering ett program för att bearbeta två kåpor samtidigt med hjälp av två egenutvecklade och -tillverkade 6 m långa arborrstänger med en diameter på 250 mm
För att spara tid utarbetade Metalock Engineering ett program för att bearbeta två kåpor samtidigt med hjälp av två egenutvecklade och -tillverkade 6 meter långa arborrstänger med en diameter på 250 mm. Dessa sattes ungefär på plats i kåpornas nederdelar. Kåpornas överdelar skruvades sedan fast tillfälligt i nederdelarna, och arborrstängerna ställdes in på diametrarnas referensvärden i änden av lågtrycksturbinernas kåpor och fixerades. Varje arborrstång hade en egen växellåda som ställdes in separat. Bearbetningskraven var att uppnå ± 0,5 mm på diametrar mellan 1900 mm och 3,5 meter samt klara axiella gränser på ± 0,2 mm till ± 0,3 mm. Profilen för de nya statiska skovelbärarna krävde ett cirkulärt spår med noggrant skurna ytor, axlar och avfasningar. När de två första kåporna var klara flyttades en av arborrstängerna över till den tredje maskinen och ställdes in för att upprepa övningen.
Metalock använde sin specialdesignade borrigg med brygga för att borra, gänga och stegborra hål vid de nedre dödpunktslägena för skovelbärarens alla kilspår som skulle passa till radiella positioneringskilar och förhindra att de fastsatta bärarna snurrade.
Den teknik som användes var banbrytande och krävde en lång inarbetningstid, men Metalock Engineering lyckades uppnå det som krävdes för att de andra parterna skulle bli nöjda.