
Genom att byta ut de korroderade inre delarna av en Parsons-ångturbin mot delar av bättre material förlängde man enhetens livslängd till en blygsam kostnad jämfört med vad de andra möjliga alternativen hade kostat för ESB, det ledande elbolaget i Irland. Företaget Turbine Blading, som hade huvudkontraktet för design och projektledning, tilldelade Metalock uppdraget att utföra bearbetning på plats av turbinen.
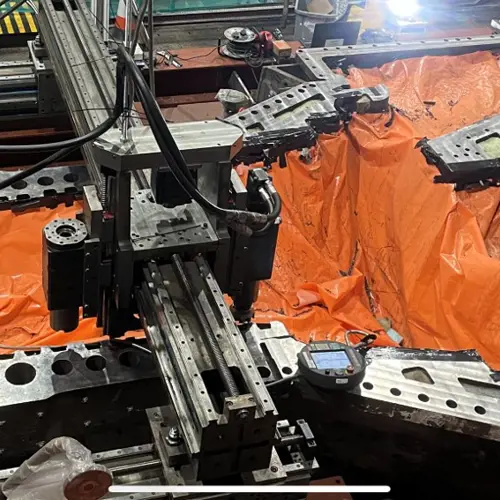
 Modifieringar av turbincylinder och rotor
Modifieringar av turbincylinder och rotor
 Borste Turbo Generator Bearbetning av släpringar på plats
Borste Turbo Generator Bearbetning av släpringar på plats
 Återställning av fläktaxel efter lagerhaveri
Återställning av fläktaxel efter lagerhaveri
 Metropolitan Vickers Hydro Turbine reparation av hölje
Metropolitan Vickers Hydro Turbine reparation av hölje
 Generatorns rotortappdiameter ombearbetad på plats
Generatorns rotortappdiameter ombearbetad på plats
 Borrning av 160 MW gasturbincylinder
Borrning av 160 MW gasturbincylinder
 Vattenkraftverk, norra Wales
Vattenkraftverk, norra Wales
 3D-skanning av vattenturbiner
3D-skanning av vattenturbiner
 Ombearbetning in situ av en HP/IP/LP-turbins horisontella ledyta
Ombearbetning in situ av en HP/IP/LP-turbins horisontella ledyta
 Skärande bearbetning på plats, omslipning av kollektorring på generator
Skärande bearbetning på plats, omslipning av kollektorring på generator
Kontakta oss
Hur kan vi stå till tjänst? Vi erbjuder akutservice dygnet runt, världen över. Välj från alternativen nedan för att kontakta oss.
Skicka förfrågan Kontor Snabbkontakt Lediga tjänster



