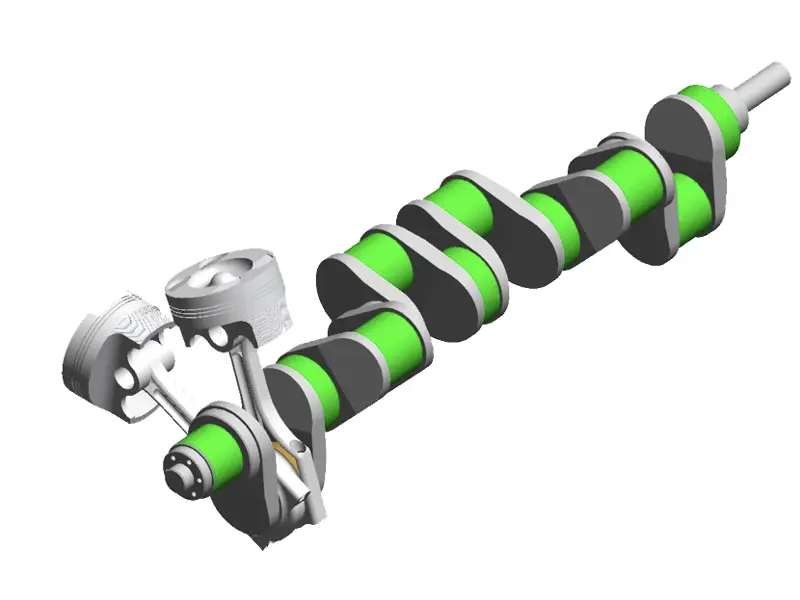

Heat Treatment/annealing that can reduce the surface hardness of the crankpin diameter to allow the re-machining of the crankpin diameter for an undersize bearing.

Get in contact
How can we help you? We offer a 24/7 worldwide emergency response. Please select from the options below to contact us.
Submit an Enquiry Office Locations Quick Contacts Careers