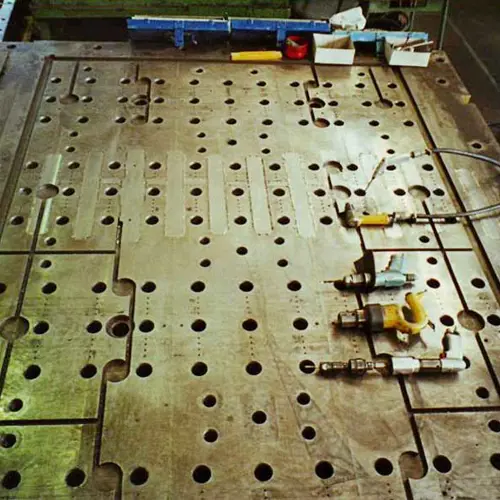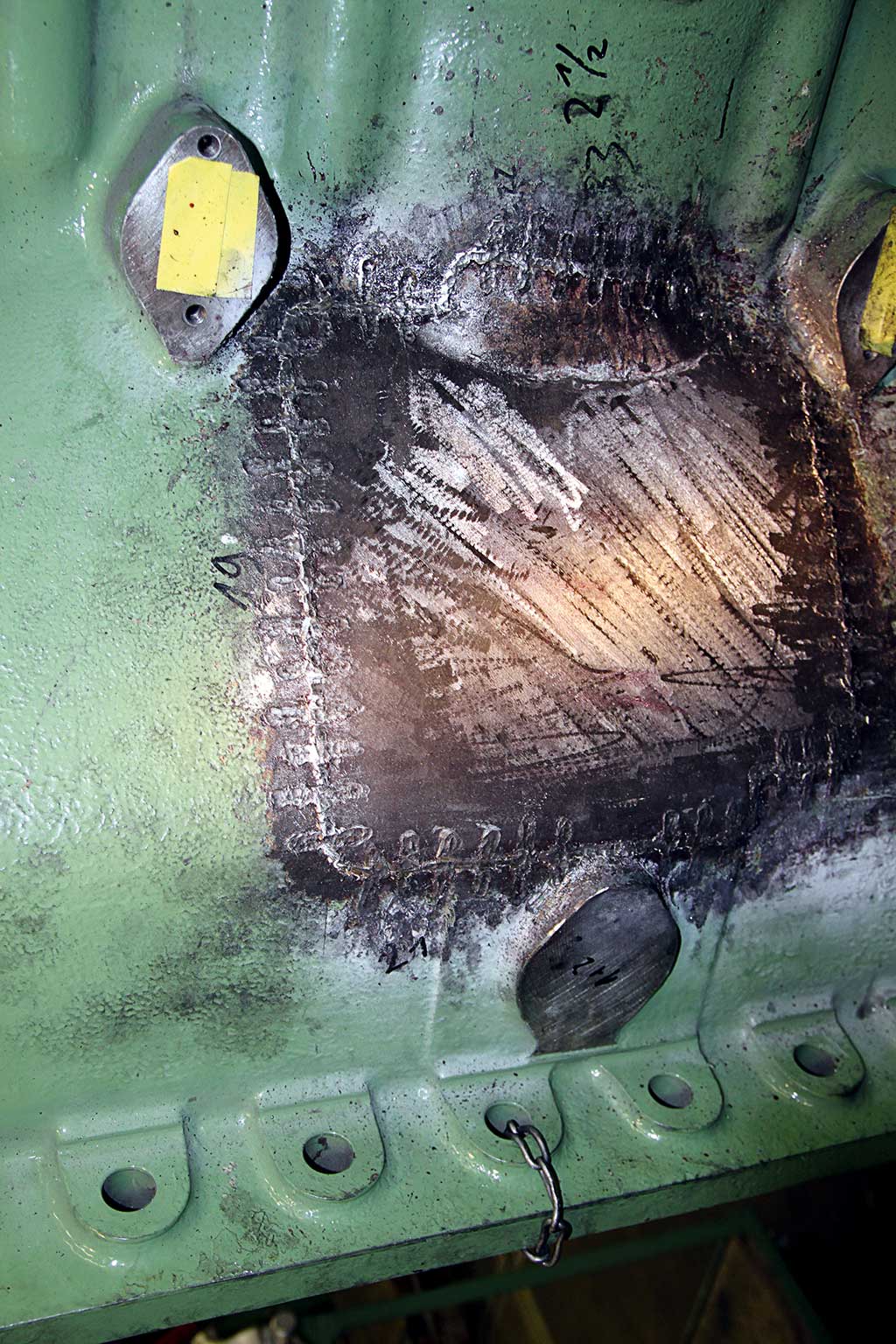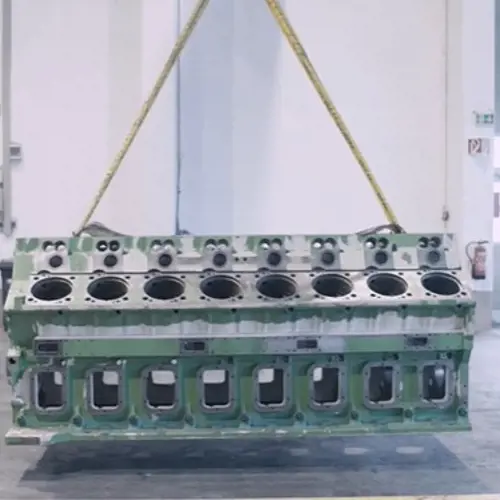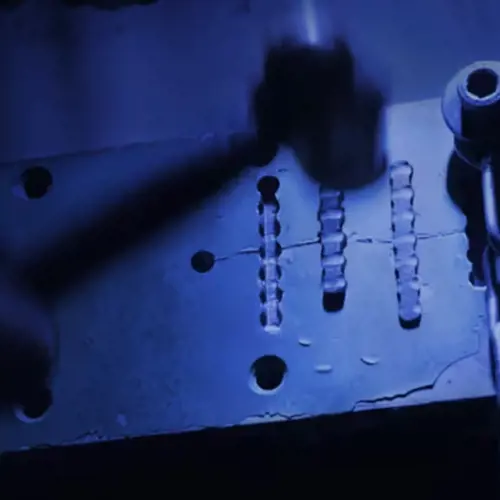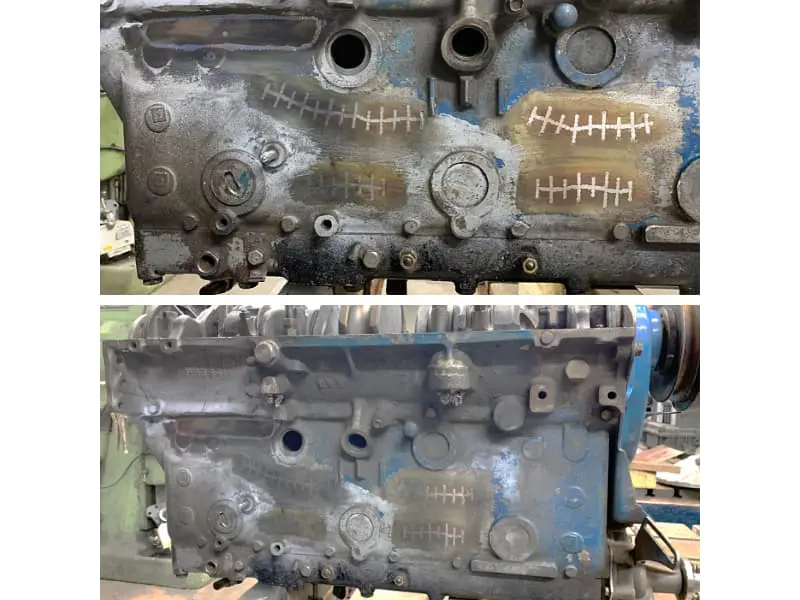
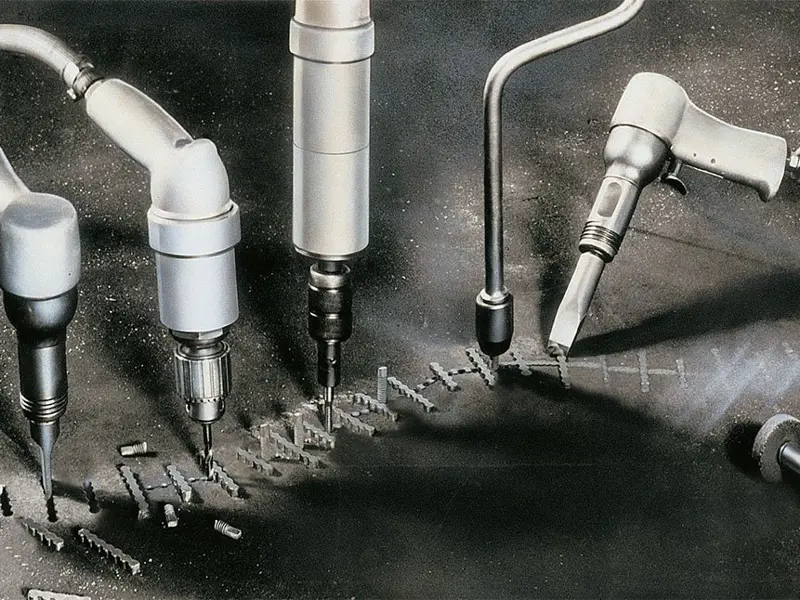
Cold Repairs on all cracked or broken components made from cast iron, cast steel or aluminium. Breakages usually occur because of overloading, accidents, equipment misuse or flaws in the casting.
![]()
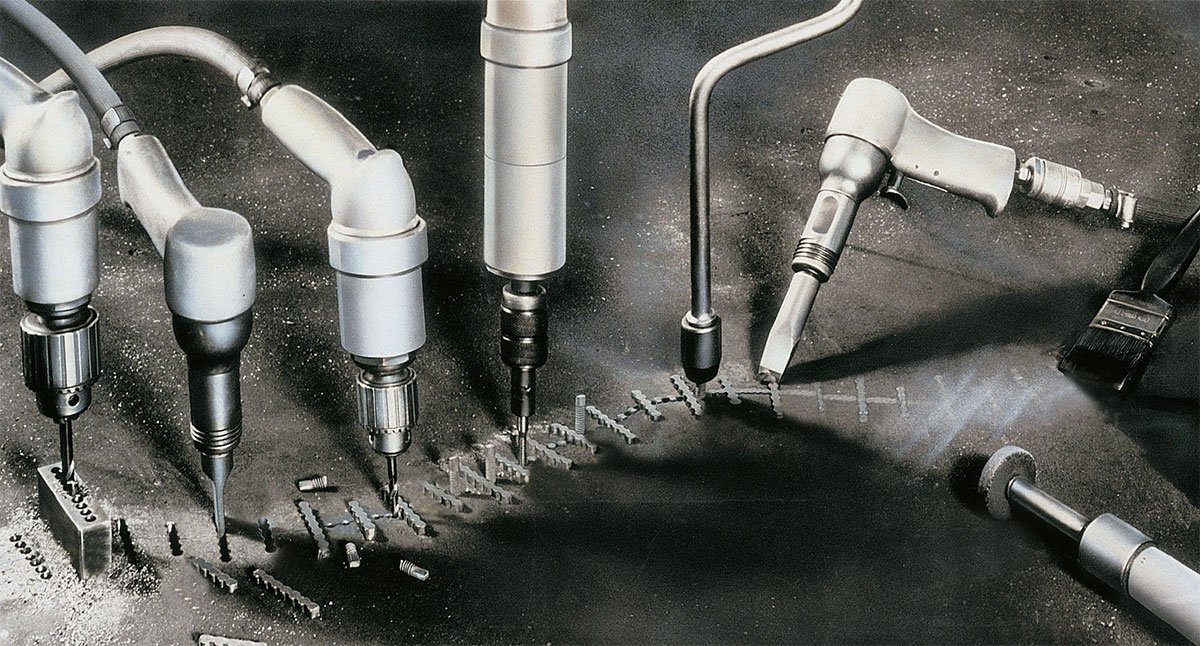
Metalock Engineering have for many years held the Lloyds Register Certificate for the repair of specified components by metal stitching using the "Metalock" and "Masterlock" processes.

Get in contact
How can we help you? We offer a 24/7 worldwide emergency response. Please select from the options below to contact us.
Submit an Enquiry Office Locations Quick Contacts Careers