Casting repairs to a cracked forging press crosshead that Metalock Engineering Group carried out for Somers Forge were originally designed to be of a temporary nature while the company waited for a new crosshead to be delivered. In the event, the repair was so effective that the new component was never used.
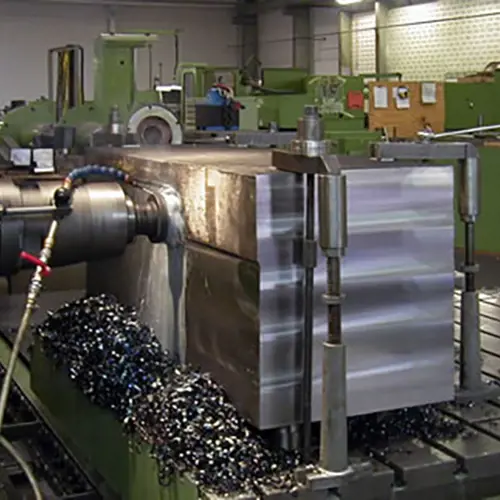
 Drive Beam 5M x 4.5M Machined On Site
Drive Beam 5M x 4.5M Machined On Site
 12T Massey Hammer Anvil Bed Plate
12T Massey Hammer Anvil Bed Plate
 ECH 125 press bed re-grind
ECH 125 press bed re-grind
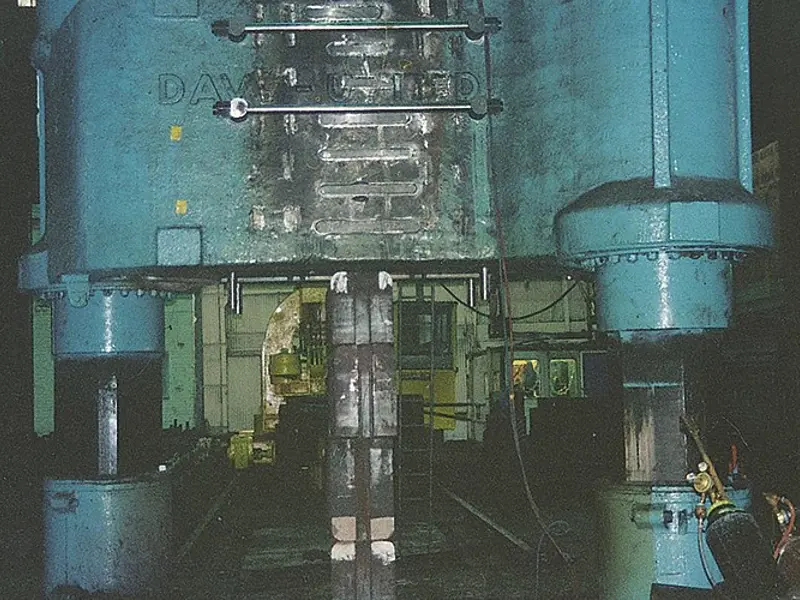
 Davy Ashmore 1500T Press
Davy Ashmore 1500T Press
 Insertion of T-Slots
Insertion of T-Slots
 Milling of a Pipe Press’s Tool Surfaces
Milling of a Pipe Press’s Tool Surfaces
 Overhaul of a Press Slide for a Hot Forging Press
Overhaul of a Press Slide for a Hot Forging Press
 Manufacture of an Anvil for a Hot Forging Press
Manufacture of an Anvil for a Hot Forging Press
 Scraping of Hot Forging Press Components
Scraping of Hot Forging Press Components
 Overhaul of the Press of a Large Automobile Manufacturer
Overhaul of the Press of a Large Automobile Manufacturer
Get in contact
How can we help you? We offer a 24/7 worldwide emergency response. Please select from the options below to contact us.
Submit an Enquiry Office Locations Quick Contacts Careers



