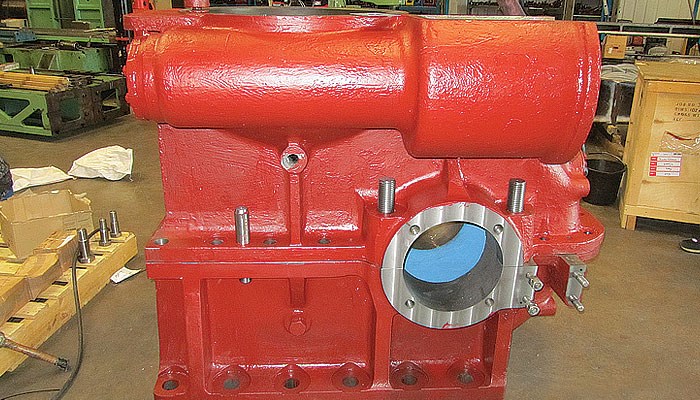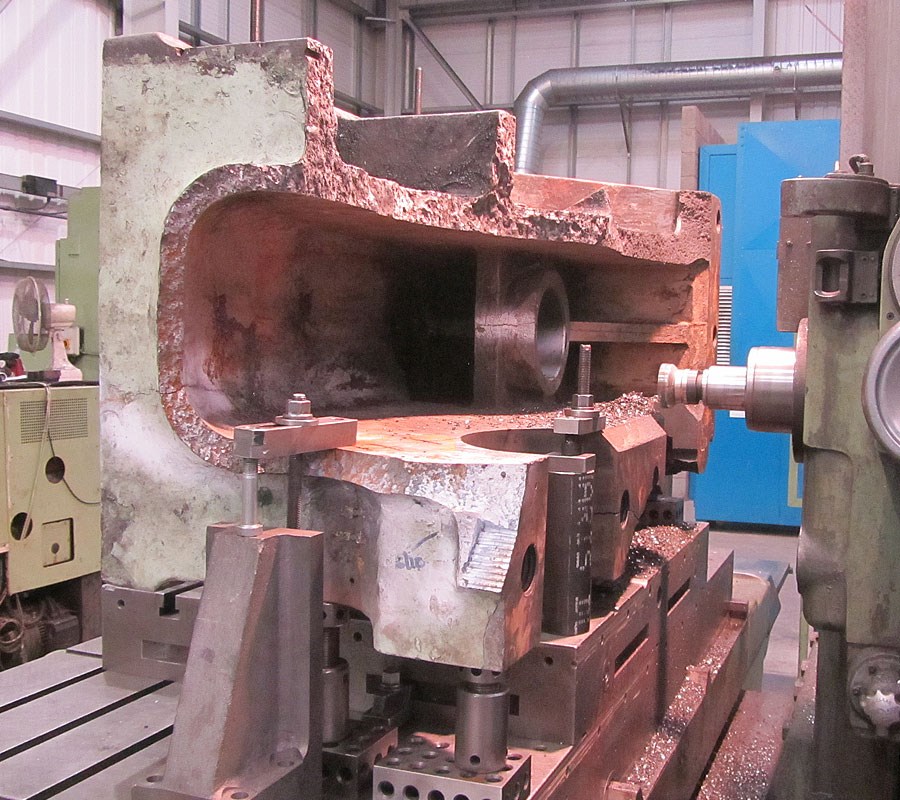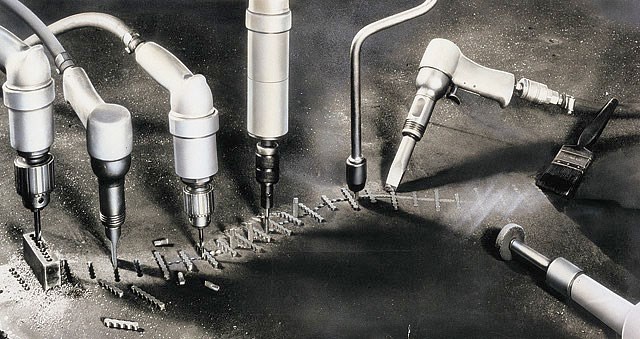
Our unique Cold Repair Process, developed in the early 1930s is based on sound engineering principles. It avoids stress problems associated with welding and maintains original alignment, which reduces the need for costly re-machining after repairs.

![]()
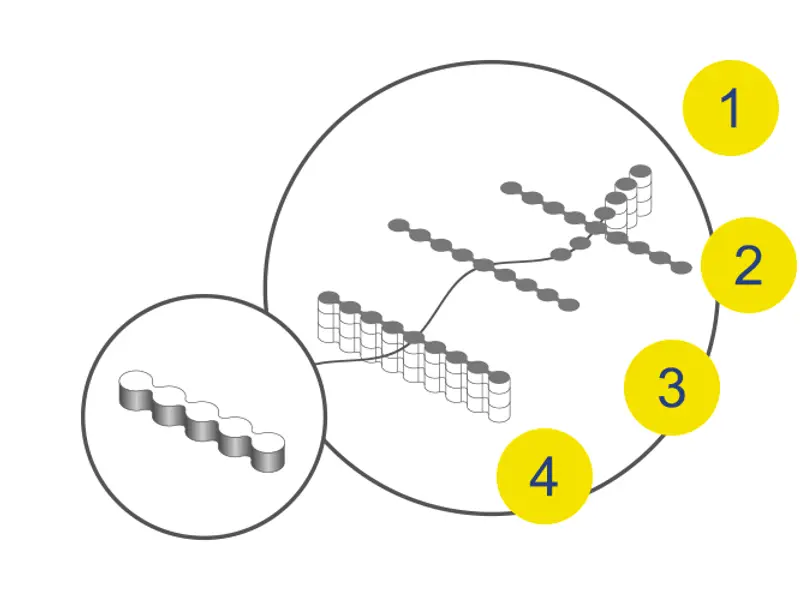
Metalock Engineering have for many years held the Lloyds Register Certificate for the repair of specified components by metal stitching using the "Metalock" and "Masterlock" processes.
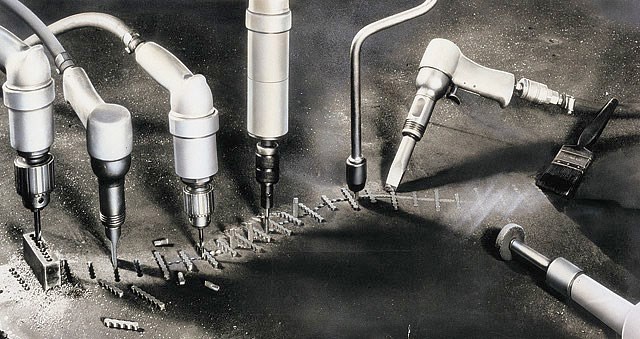
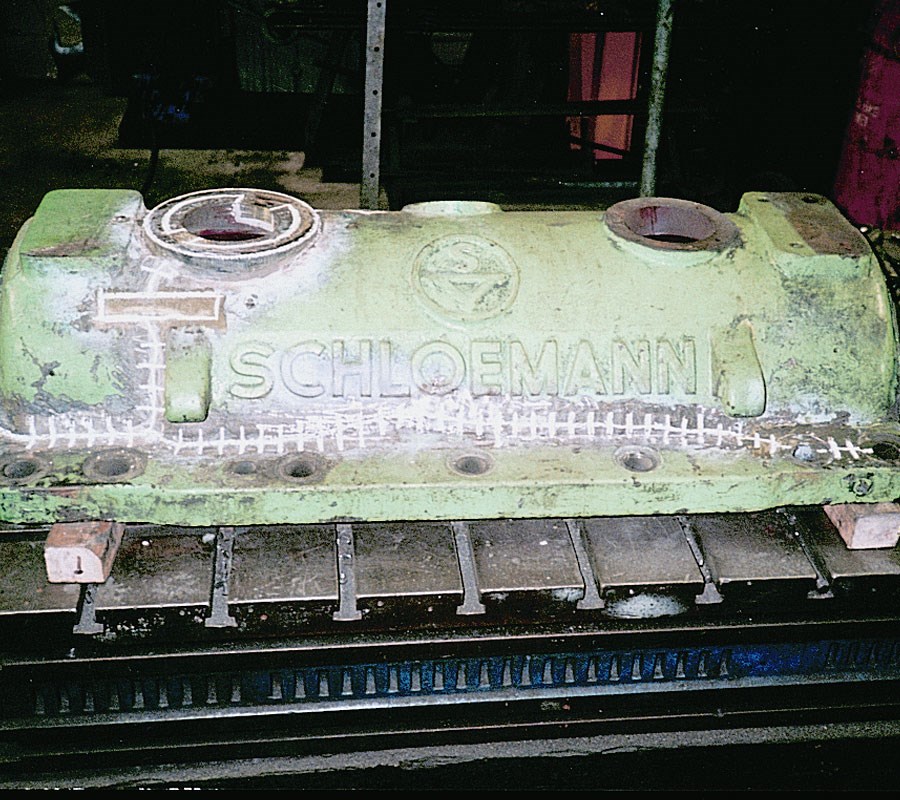
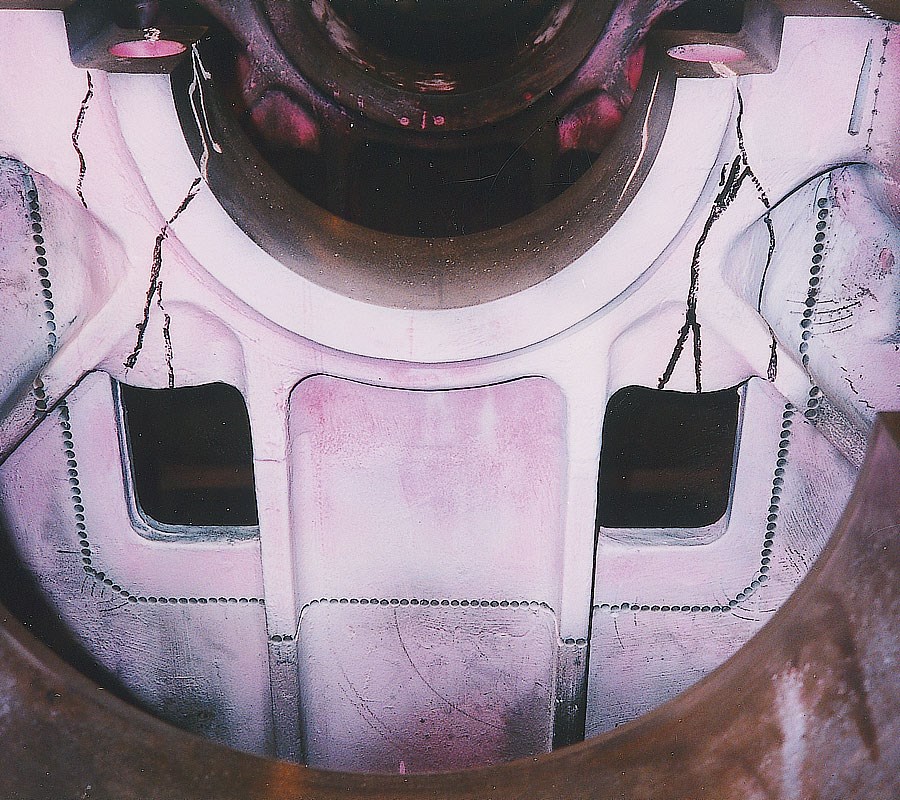
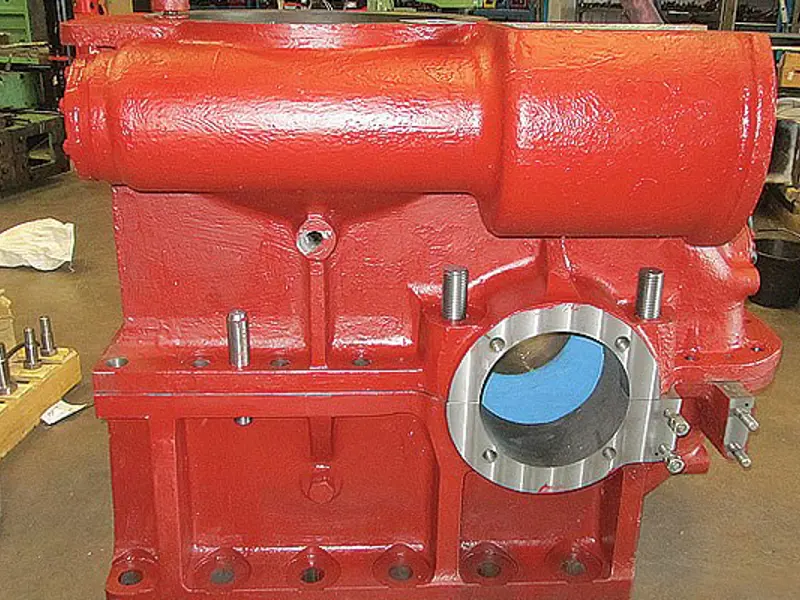
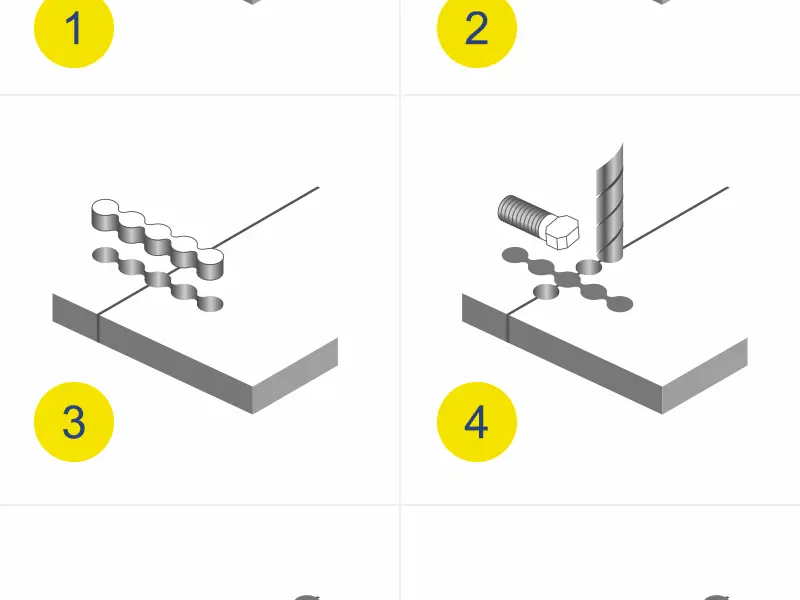
Metal stitching or metalocking is a method of repairing cracks in cast metals without the need of welding.

Onsite diesel engine repair can be carried out by Metalock at sea, alongside or in a drydock or a power generation plant. Anywhere, anytime.
Get in contact
How can we help you? We offer a 24/7 worldwide emergency response. Please select from the options below to contact us.
Submit an Enquiry Office Locations Quick Contacts Careers