
New shift daily and weekly production records and an improvement in product quality followed a recent annual maintenance programme carried out at Corus Llanwern works. One of the projects undertaken during the shutdown was a major refurbishment of the five-stand roughing mill by the Metalock Engineering Group. Extensive in-situ machining constituted the main element of the programme.
 Metalock Engineering Steel Industry Revamp Projects On Site CNC Machining
Metalock Engineering Steel Industry Revamp Projects On Site CNC Machining
 Large Coupling bolthole machining in India
Large Coupling bolthole machining in India
 Millstand Screwdown Modification
Millstand Screwdown Modification
 Blast Furnace Rebuild – Re-boring 15 tapered tuyere cooler holder bores
Blast Furnace Rebuild – Re-boring 15 tapered tuyere cooler holder bores
 Flange faces being machined to accommodate a new Main Inlet Valve
Flange faces being machined to accommodate a new Main Inlet Valve
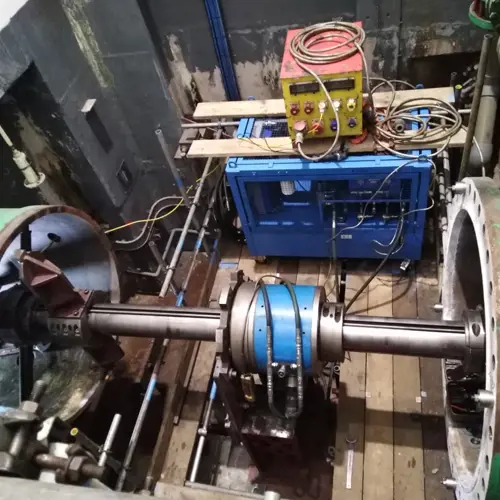
 Redrilling of Bearings
Redrilling of Bearings
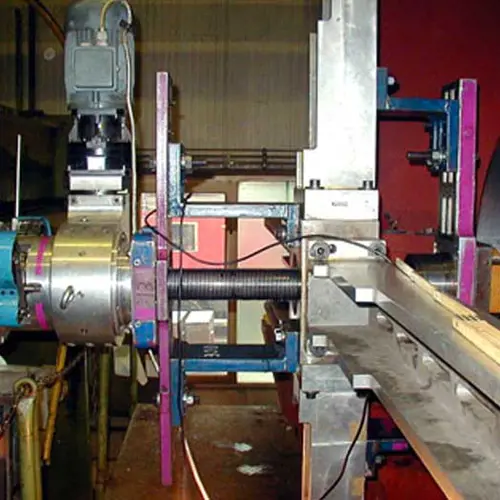
 Repair on a Conventional Turning Machine
Repair on a Conventional Turning Machine
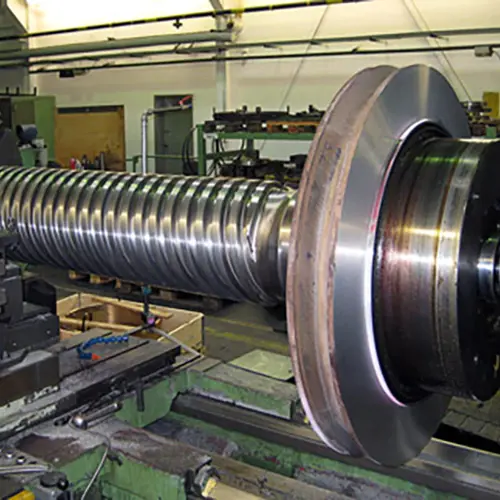
 Manufacture of a Crankshaft
Manufacture of a Crankshaft
 Re-turning of a LP Housing with 4 m Diameter
Re-turning of a LP Housing with 4 m Diameter
 New Development of a LP External Housing (Welded Construction)
New Development of a LP External Housing (Welded Construction)
Get in contact
How can we help you? We offer a 24/7 worldwide emergency response. Please select from the options below to contact us.
Submit an Enquiry Office Locations Quick Contacts Careers



