
The Metalock Engineering Group has broken through the casting repair barrier with what is believed to be the first successful substantial repair of its kind on an aluminium gearbox casing for Allen Gears. The cold Metalock process has been used mainly for iron and steel casting repairs for years but the company had never been asked to carry out a bearing pocket transplant on an aluminium alloy casting.
 Ships Bulb Machining
Ships Bulb Machining
 Ships Rudder stock recovery
Ships Rudder stock recovery
 6 x Drilling Jack Up Rigs – Spiral Welding and Line Boring of KIP Elevating Unit Bores
6 x Drilling Jack Up Rigs – Spiral Welding and Line Boring of KIP Elevating Unit Bores
 Reel Shaft bearing journal machining
Reel Shaft bearing journal machining
 Ship Stern Tube Seal modifications involving deep hole drilling
Ship Stern Tube Seal modifications involving deep hole drilling
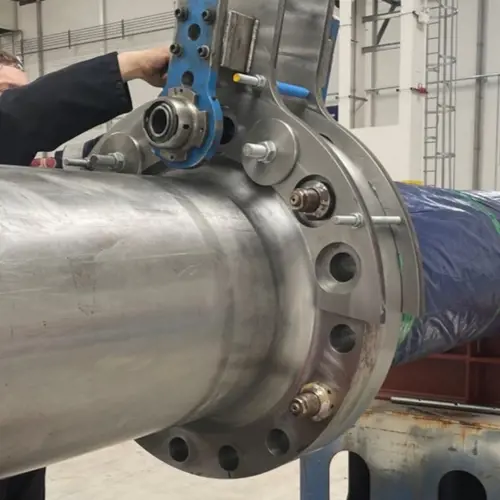 Naval prop-shaft coupling hole boring
Naval prop-shaft coupling hole boring
 Large in-situ milling machines
Large in-situ milling machines
 Offshore/Marine construction 5600 Te Main reel shaft
Offshore/Marine construction 5600 Te Main reel shaft
 Mobile Machining – Shipping/Diesel Engines
Mobile Machining – Shipping/Diesel Engines
 Aberthaw Fisher - Main Bearing Transplants
Aberthaw Fisher - Main Bearing Transplants
Get in contact
How can we help you? We offer a 24/7 worldwide emergency response. Please select from the options below to contact us.
Submit an Enquiry Office Locations Quick Contacts Careers



